



1. Description
Cette série de Silicone Liquide Polyaddition à Haute Dureté, également connue sous le nom de silicone au platine, est un matériau RTV-2 haut de gamme réputé pour son excellente stabilité dimensionnelle et sa haute résistance. Elle se compose d'une Partie A et d'une Partie B, qui se présentent sous forme de liquides visqueux et translucides.
Mélangé selon un ratio de 1:1 en poids, il polymérise pour former un élastomère rigide à température ambiante, processus pouvant être accéléré par la chaleur. C'est le choix de prédilection pour créer des moules robustes et indéformables utilisés dans le prototypage rapide, la fabrication de composites et la coulée industrielle de haute précision.

2. Caractéristiques
- Simple d'Utilisation : Ratio de mélange pratique de 1:1 en poids (recommandé) ou en volume.
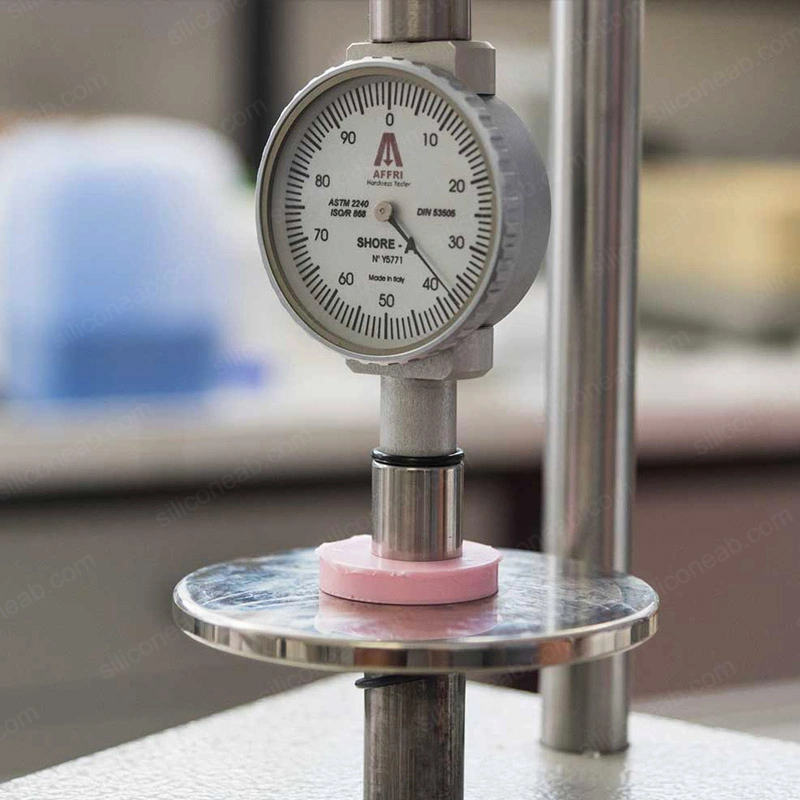
- Haute Rigidité : Sa dureté élevée (40-50 Shore A) garantit que le moule conserve sa forme sous pression.
- Stabilité Dimensionnelle : Excellente résistance à la déformation, cruciale pour la reproduction de pièces de précision.
- Retrait Ultra-Faible : Un retrait minimal (≤ 0,1%) assure une reproduction exacte des dimensions.
- Propre et Sûr : Le système catalysé au platine ne génère aucun sous-produit ; il est inodore et non toxique.
- Résistance Thermique : Durable jusqu'à 250°C (482°F), adapté aux résines fortement exothermiques.

3. Applications
Cette série est conçue pour les applications industrielles où la rigidité du moule est primordiale. Elle résiste à la déformation pendant la coulée, ce qui la rend idéale pour :
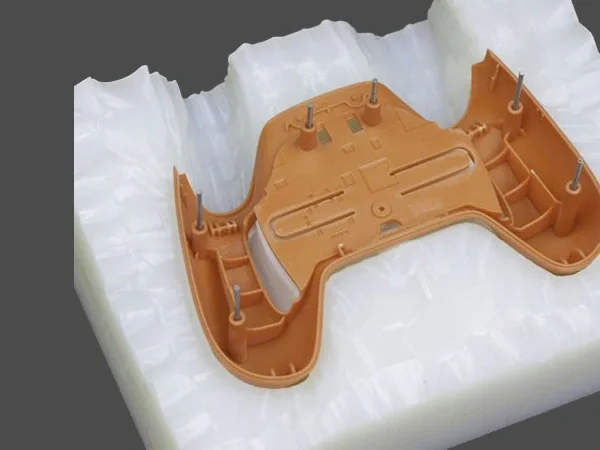
- Coulée sous Vide (Prototypage Rapide) : Création de moules en silicone précis pour la production en petite série utilisant des résines PU (de type ABS, de type PC, de type Nylon). Sa rigidité est cruciale pour le tirage de pièces à parois fines (ex. boîtiers électroniques) sans distorsion.
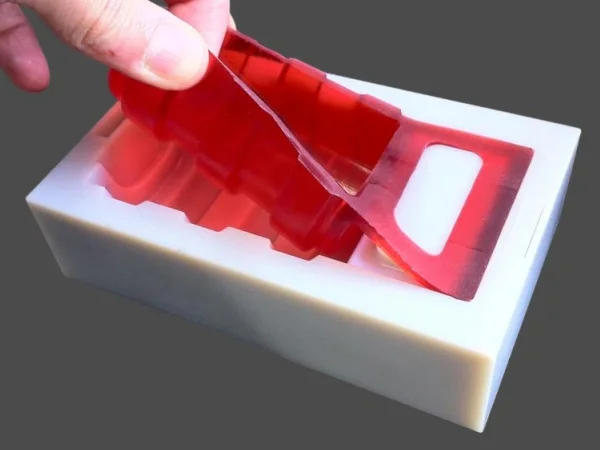
- Coulée de Résine : Idéal pour la coulée de résine époxy, de résine polyuréthane (PU) et de résine polyester exigeant une grande précision dimensionnelle.
- Construction et Décoration : Création de moules rigides pour des matériaux de coulée lourds tels que le béton, le ciment et les briques de parement (pierres reconstituées).
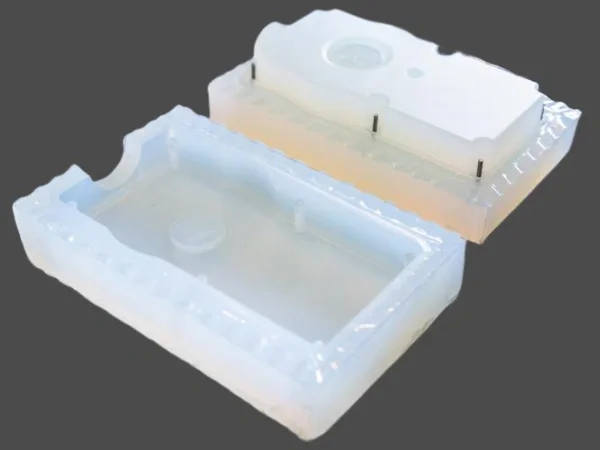
Prototypage Rapide
Coulée de PU
Coulée de Coques Fines

Moule pour Béton / Brique
4. Consignes de Mise en Œuvre
- Constance des Lots : Utilisez toujours la Partie A et la Partie B du même kit et du même lot. Si vous mélangez des composants de lots différents, effectuez d'abord un test à petite échelle pour garantir la compatibilité.
- Test de Compatibilité : Il est fortement recommandé d'effectuer un test à petite échelle pour confirmer la compatibilité avec vos matériaux spécifiques avant de vous lancer dans un grand projet.
- Conditions de Mélange : Pour des résultats optimaux, mélangez et laissez polymériser entre 20 et 30°C (68-86°F) avec une humidité relative inférieure à 50%.
- Limites de Température : Ne pas utiliser à des températures inférieures à 15°C (60°F), car la polymérisation peut être incomplète ou considérablement retardée.
Avertissement : Inhibition de Polymérisation
Le catalyseur au platine est très sensible aux contaminants. Assurez-vous que tous les outils et modèles sont parfaitement propres. Évitez tout contact avec le Soufre (pâtes à modeler, gants en latex), l'Étain (silicones de polycondensation), les Amines (résines époxy) et la Résine UV d'Impression 3D (SLA/DLP), car ces éléments empêcheront la polymérisation et laisseront une surface poisseuse ("silicone empoisonné").
Dépannage et Solutions :
5. Précautions de Sécurité
Dans des conditions normales de stockage et de manipulation, ce produit est stable et ne subira pas de réactions dangereuses. Cependant, les pratiques standard d'hygiène industrielle doivent être respectées.
- Général : Tenir hors de portée des enfants.
- Contact avec la Peau : Lavez abondamment à l'eau et au savon.
- Contact avec les Yeux : Rincez abondamment à l'eau claire pendant au moins 15 minutes et consultez un médecin.
- Inhalation : Dans les conditions normales d'utilisation prévue, ce matériau n'est pas considéré comme un risque d'inhalation.
- Ingestion : Ne pas faire vomir. Rincez la bouche et consultez un médecin.
6. Stockage et Durée de Conservation
- Conditions de Stockage
- Conservez dans un endroit frais et sec à température ambiante (15-25°C / 60-77°F). Tenir à l'abri de la lumière directe du soleil, des acides et des bases.
- Durée de Conservation
- 12 mois à compter de la date de fabrication s'il est stocké correctement. Des températures élevées peuvent réduire la durée de conservation.
- Contenants Ouverts
- Refermez immédiatement après utilisation pour éviter toute contamination et la pénétration d'humidité.







