



1. Descrizione
Questa serie di Silicone ad Alta Durezza per Addizione, nota anche come Silicone per Addizione, è un materiale in gomma siliconica RTV-2 di alta qualità, rinomato per la sua eccellente stabilità dimensionale e l'elevata resistenza. È costituita da Parte A e Parte B, fornite come liquidi viscosi traslucidi.
Quando miscelata in un rapporto 1:1 in peso, polimerizza in una gomma rigida a temperatura ambiente o può essere accelerata con il calore. È la scelta principale per la creazione di stampi robusti e indeformabili utilizzati nella prototipazione rapida, nella produzione di compositi e nella colata industriale di alta precisione.

2. Caratteristiche
- Facile Utilizzo: Comodo rapporto di miscelazione 1:1 in peso (consigliato) o in volume.
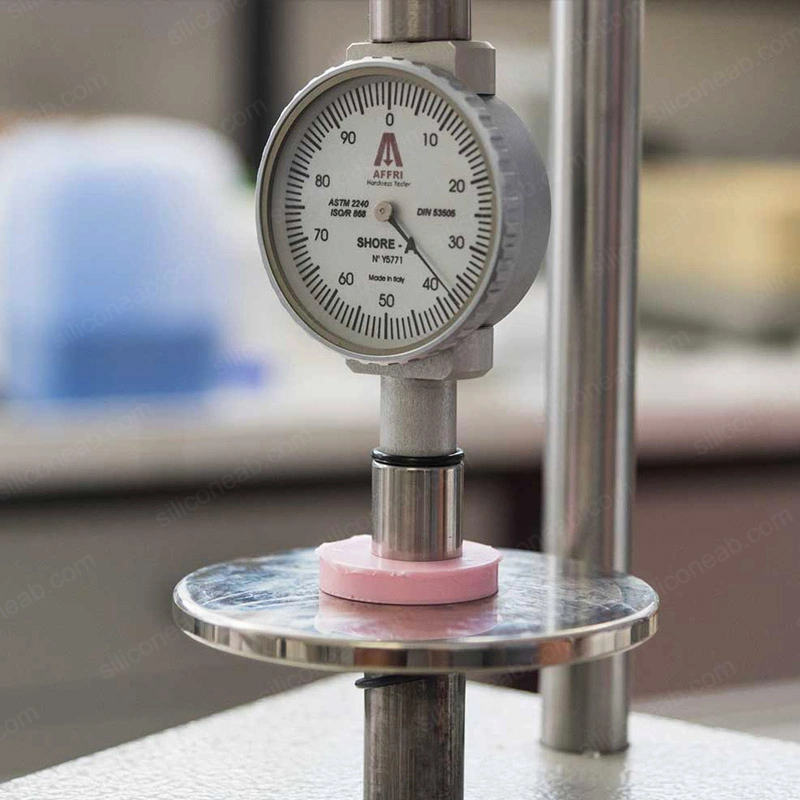
- Alta Rigidità: L'elevata durezza (40-50 Shore A) assicura che lo stampo mantenga la sua forma sotto pressione.
- Stabilità Dimensionale: Eccellente resistenza alla deformazione, fondamentale per parti di precisione.
- Ritiro Ultra-Basso: Ritiro minimo (≤0,1%) che garantisce una riproduzione accurata delle dimensioni.
- Pulito e Sicuro: Il sistema di cura al platino non produce sottoprodotti; inodore e atossico.
- Resistenza al Calore: Durevole fino a 250°C (482°F), adatto per resine ad alta esotermia.

3. Applicazioni
Questa serie è progettata per applicazioni industriali in cui la rigidità dello stampo è fondamentale. Resiste alla deformazione durante la colata, rendendola ideale per:
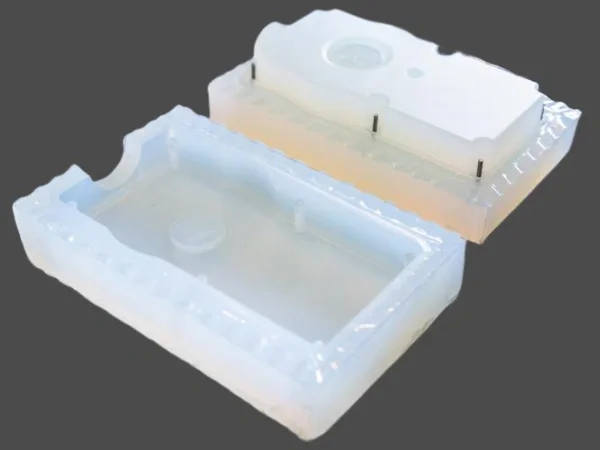
- Colata Sottovuoto (Prototipazione Rapida): Creazione di stampi in silicone precisi per la produzione di piccoli lotti utilizzando resine PU (simil-ABS, simil-PC, simil-Nylon). La sua rigidità è fondamentale per la colata di parti a parete sottile (es. involucri elettronici) senza distorsioni.
- Colata di Resina: Ideale per la colata di resina epossidica, resina poliuretanica (PU) e resina poliestere che richiedono un'elevata precisione dimensionale.
- Edilizia e Decorazione: Creazione di stampi rigidi per materiali di colata pesanti come calcestruzzo, cemento e mattoni in pietra decorativa.
Prototipazione Rapida
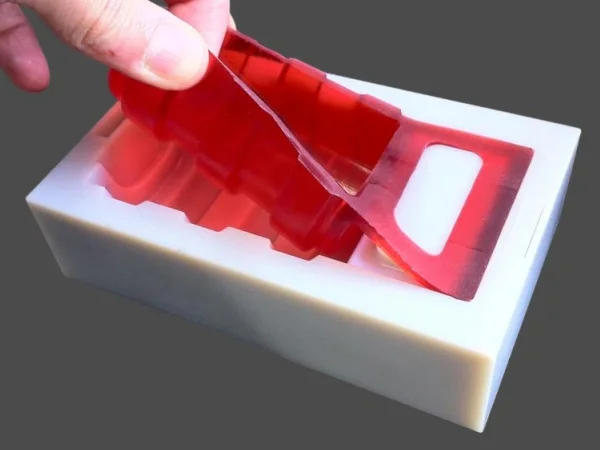
Colata Gomma PU
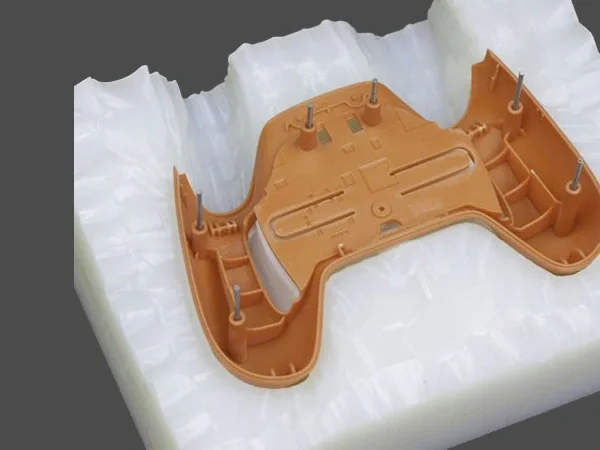
Colata a Guscio Sottile

Stampo Cemento/Mattoni
4. Note di Lavorazione
- Costanza del Lotto: Utilizzare sempre Parte A e Parte B dello stesso kit e lotto. Se si mescolano componenti di lotti diversi, eseguire prima un test su piccola scala per garantire la compatibilità.
- Test di Compatibilità: Si raccomanda vivamente di condurre un test su piccola scala per confermare la compatibilità con i materiali specifici prima di iniziare un grande progetto.
- Condizioni di Miscelazione: Per risultati ottimali, miscelare e far polimerizzare tra 20-30°C (68-86°F) con umidità relativa inferiore al 50%.
- Limiti di Temperatura: Non utilizzare a temperature inferiori a 15°C (60°F), poiché la polimerizzazione potrebbe essere incompleta o significativamente ritardata.
Avvertenza sull'Inibizione della Catalisi
Il catalizzatore al platino è sensibile ai contaminanti. Assicurarsi che tutti gli strumenti e i modelli siano puliti. Evitare il contatto con Zolfo (argille, guanti in lattice), Stagno (siliconi per condensazione), Ammine (resine epossidiche) e Resina UV stampata in 3D (SLA/DLP), poiché questi impediranno la polimerizzazione e lasceranno una superficie appiccicosa.
Risoluzione dei Problemi e Soluzioni:
5. Precauzioni di Sicurezza
In normali condizioni di stoccaggio e manipolazione, questo prodotto è stabile e non subisce reazioni pericolose. Tuttavia, devono essere seguite le pratiche standard di igiene industriale.
- Generale: Tenere fuori dalla portata dei bambini.
- Contatto con la Pelle: Lavare accuratamente con acqua e sapone.
- Contatto con gli Occhi: Sciacquare accuratamente con acqua pulita per almeno 15 minuti e consultare un medico.
- Inalazione: In condizioni normali di utilizzo previsto, questo materiale non è considerato un pericolo per inalazione.
- Ingestione: Non indurre il vomito. Sciacquare la bocca e consultare un medico.
6. Stoccaggio e Durata di Conservazione
- Condizioni di Stoccaggio
- Conservare in un luogo fresco e asciutto a temperatura ambiente (15-25°C / 60-77°F). Tenere lontano dalla luce solare diretta, acidi e basi.
- Durata di Conservazione
- 12 mesi dalla data di produzione se conservato correttamente. Le alte temperature possono ridurre la durata di conservazione.
- Contenitori Aperti
- Richiudere immediatamente dopo l'uso per evitare contaminazioni e l'ingresso di umidità.







