



1. Opis
Ta seria Silikonu Addycyjnego o Wysokiej Twardości (katalizowanego platyną) to najwyższej klasy materiał formierski RTV-2, znany z doskonałej stabilności wymiarowej i wysokiej wytrzymałości. Składa się ze Składnika A i Składnika B, które są dostarczane w postaci półprzezroczystych, lepkich płynów.
Po zmieszaniu w proporcji wagowej 1:1, sieciuje do postaci sztywnej gumy w temperaturze pokojowej, przy czym proces ten można przyspieszyć poprzez podgrzanie. Jest to wiodący wybór do tworzenia solidnych, nieodkształcających się form wykorzystywanych w szybkim prototypowaniu, produkcji kompozytów oraz precyzyjnym odlewnictwie przemysłowym.

2. Cechy i Właściwości
- Łatwa Obsługa: Wygodna proporcja mieszania 1:1 wagowo (zalecane) lub objętościowo.
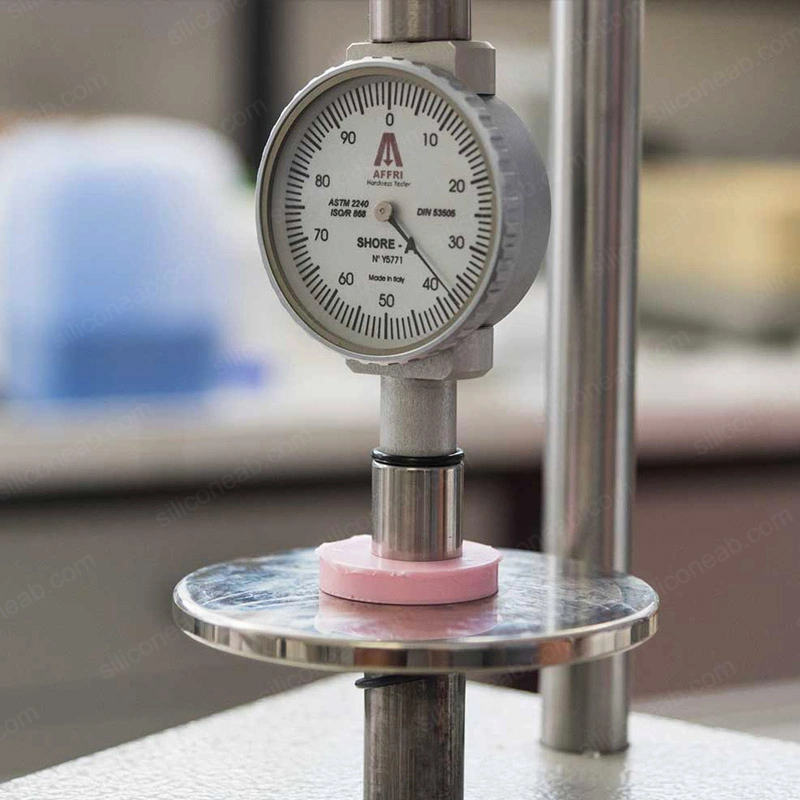
- Wysoka Sztywność: Wysoka twardość (40-50 Shore A) gwarantuje, że forma zachowa swój kształt nawet pod dużym naciskiem i ciśnieniem.
- Stabilność Wymiarowa: Doskonała odporność na odkształcenia, co jest kluczowe przy produkcji niezwykle precyzyjnych elementów.
- Ultra-Niski Skurcz: Minimalny skurcz (≤0.1%) zapewnia absolutnie wierne odwzorowanie docelowych wymiarów z modelu macierzystego.
- Czystość i Bezpieczeństwo: Platynowy system sieciowania nie wydziela żadnych produktów ubocznych; materiał jest bezwonny i nietoksyczny.
- Odporność Termiczna: Trwałość w temperaturach sięgających 250°C, idealna dla silnie egzotermicznych żywic.

3. Zastosowania
Ta seria została zaprojektowana specjalnie dla wymagających zastosowań przemysłowych, w których sztywność formy ma absolutny priorytet. Jej odporność na odkształcenia podczas zalewania czyni ją idealną do:
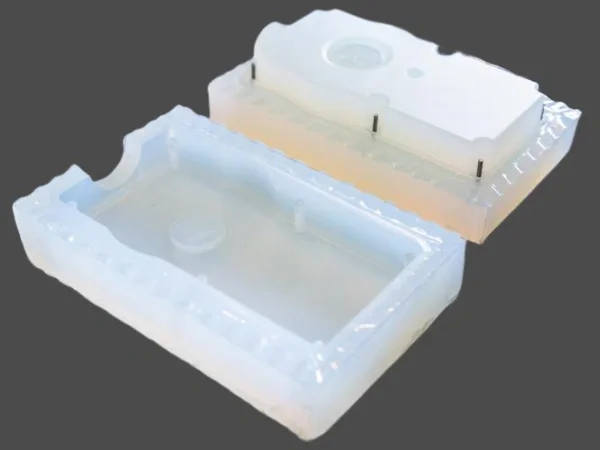
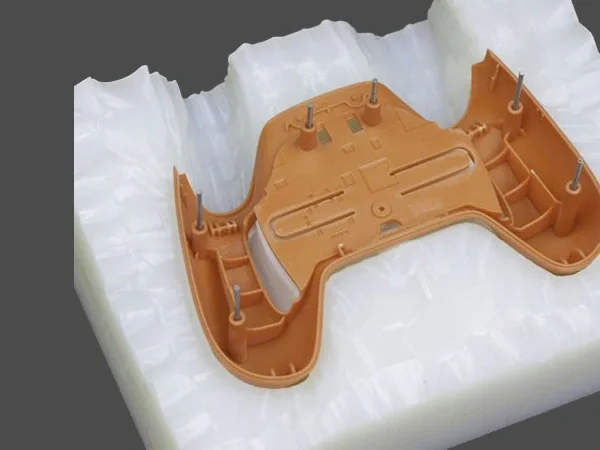
- Odlewanie Próżniowe (Vacuum Casting / Rapid Prototyping): Tworzenie precyzyjnych form silikonowych do produkcji małoseryjnej przy użyciu żywic poliuretanowych PU (typu ABS-like, PC-like, Nylon-like). Sztywność materiału jest kluczowa przy odlewaniu elementów cienkościennych (np. obudów elektroniki) bez ryzyka zniekształceń.
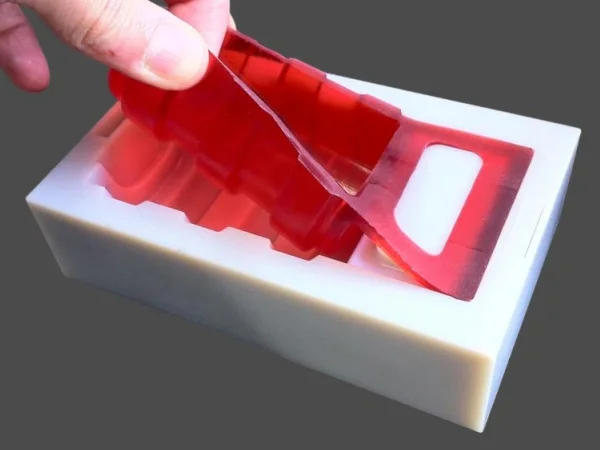
- Odlewanie z Żywic: Doskonały wybór do odlewania części z żywic epoksydowych, poliuretanowych (PU) i poliestrowych, gdzie wymagana jest najwyższa możliwa dokładność wymiarowa.
- Budownictwo i Dekoracja: Tworzenie sztywnych form pod ciężkie materiały odlewnicze, takie jak beton, cement oraz sztuczny kamień dekoracyjny (cegły elewacyjne).
Szybkie Prototypowanie
Odlewanie PU (Poliuretan)
Odlewy Cienkościenne

Forma do Betonu / Cegły
4. Wskazówki Przetwarzania
- Spójność Partii: Zawsze używaj Składnika A i Składnika B pochodzących z tego samego zestawu i tej samej partii. Jeśli musisz wymieszać komponenty z różnych partii, najpierw przeprowadź test na małą skalę, aby upewnić się o ich kompatybilności.
- Test Kompatybilności: Zdecydowanie zaleca się przeprowadzenie testu na małą skalę, aby potwierdzić brak inhibicji z Twoim konkretnym modelem, zanim rozpoczniesz docelowy projekt.
- Warunki Mieszania: Aby uzyskać optymalne rezultaty, mieszaj i pozostawiaj do usieciowania w temperaturze 20-30°C przy wilgotności względnej poniżej 50%.
- Limity Temperaturowe: Nie używaj materiału w temperaturach poniżej 15°C, ponieważ sieciowanie może być niekompletne lub znacząco opóźnione.
Ostrzeżenie o Inhibicji (Zahamowaniu Sieciowania)
Katalizator platynowy jest ekstremalnie wrażliwy na zanieczyszczenia. Upewnij się, że wszystkie narzędzia i modele macierzyste są idealnie czyste. Bezwzględnie unikaj kontaktu z: Siarką (glina rzeźbiarska, rękawice lateksowe), Związkami cyny (pozostałości silikonów kondensacyjnych), Aminami (żywice epoksydowe) oraz Żywicami UV z druku 3D (SLA/DLP). Kontakt z tymi materiałami zapobiegnie utwardzeniu silikonu i pozostawi na jego powierzchni lepką, płynną warstwę.
Rozwiązywanie Problemów i Rozwiązania:
5. Środki Ostrożności
W normalnych warunkach przechowywania i użytkowania produkt ten jest wysoce stabilny i nie ulega żadnym niebezpiecznym reakcjom chemicznym. Niemniej jednak, należy przestrzegać standardowych zasad higieny przemysłowej.
- Zalecenia Ogólne: Przechowuj bezwzględnie poza zasięgiem dzieci.
- Kontakt ze Skórą: Dokładnie umyj narażone miejsce wodą z mydłem.
- Kontakt z Oczami: Dokładnie płucz oczy czystą wodą przez co najmniej 15 minut i natychmiast skonsultuj się z lekarzem.
- Wdychanie: W normalnych warunkach i przy zgodnym z przeznaczeniem użytkowaniu, materiał ten nie stanowi zagrożenia dla dróg oddechowych.
- Spożycie: Nie wywołuj wymiotów. Wypłucz usta i niezwłocznie wezwij pomoc medyczną.
6. Przechowywanie i Okres Trwałości
- Warunki Przechowywania
- Przechowywać w chłodnym, suchym miejscu w temperaturze pokojowej (15-25°C). Trzymać z dala od bezpośredniego światła słonecznego, kwasów i zasad.
- Okres Trwałości
- 12 miesięcy od daty produkcji przy prawidłowym przechowywaniu. Wysokie temperatury mogą znacznie skrócić przydatność materiału do użycia.
- Otwarte Pojemniki
- Natychmiast po użyciu szczelnie zamykaj pojemniki, aby zapobiec zanieczyszczeniu krzyżowemu i przedostawaniu się wilgoci.







