



1. Descripción
Esta serie de Silicona de Adición de Alta Dureza, también conocida como Silicona de Platino, es un material de silicona RTV-2 premium conocido por su excelente estabilidad dimensional y alta resistencia. Consta de la Parte A y la Parte B, que se suministran como líquidos viscosos y translúcidos.
Cuando se mezcla en una proporción de 1:1 por peso, cura en un caucho rígido a temperatura ambiente o puede acelerarse con calor. Es la elección principal para crear moldes robustos e indeformables utilizados en prototipado rápido, fabricación de compuestos y fundición industrial de alta precisión.

2. Características
- Fácil Operación: Conveniente proporción de mezcla 1:1 por peso (recomendado) o volumen.
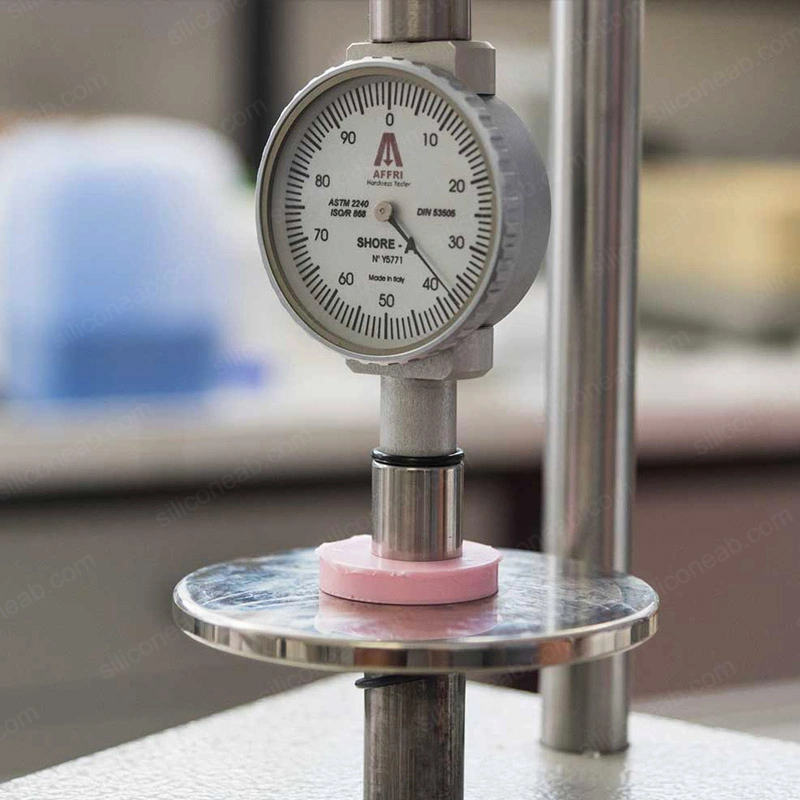
- Alta Rigidez: La alta dureza (40-50 Shore A) asegura que el molde mantenga su forma bajo presión.
- Estabilidad Dimensional: Excelente resistencia a la deformación, crucial para piezas de precisión.
- Contracción Ultra Baja: La contracción mínima (≤0.1%) asegura una reproducción precisa de las dimensiones.
- Limpio y Seguro: El sistema de curado por platino no produce subproductos; es inodoro y no tóxico.
- Resistencia al Calor: Duradero hasta 250°C (482°F), adecuado para resinas de alta exotermia.

3. Aplicaciones
Esta serie está diseñada para aplicaciones industriales donde la rigidez del molde es primordial. Resiste la deformación durante la fundición, lo que la hace ideal para:
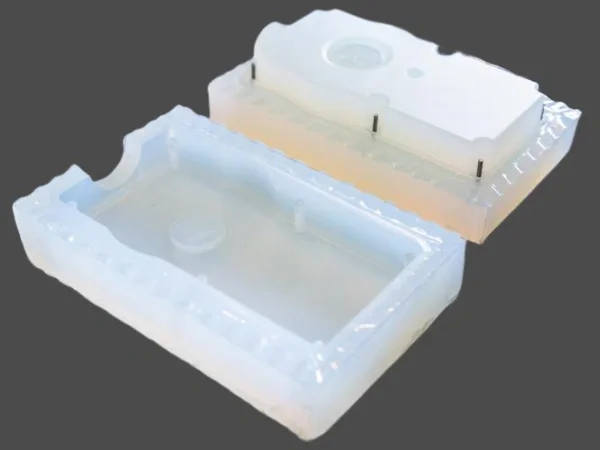
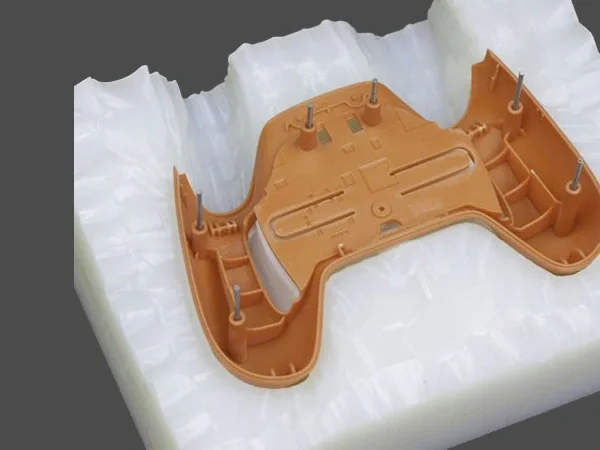
- Fundición al Vacío (Prototipado Rápido): Creación de moldes de silicona precisos para la producción de pequeños lotes utilizando resinas de PU (tipo ABS, tipo PC, tipo Nylon). Su rigidez es crucial para fundir piezas de paredes delgadas (p. ej., carcasas electrónicas) sin distorsión.
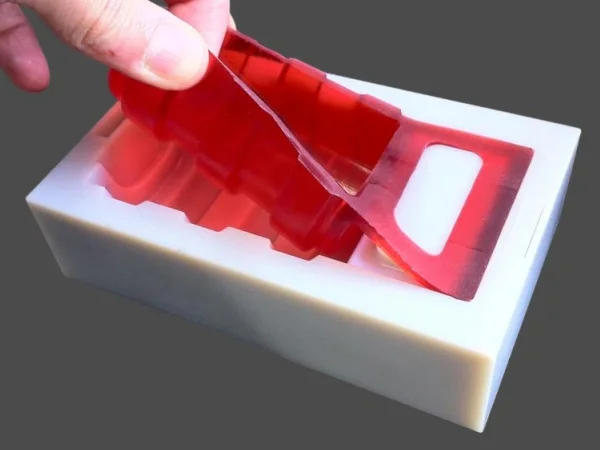
- Fundición de Resina: Ideal para fundir piezas de resina epoxi, resina de poliuretano (PU) y resina de poliéster que requieren alta precisión dimensional.
- Construcción y Decoración: Creación de moldes rígidos para materiales de fundición pesados como hormigón, cemento y ladrillos de piedra cultural.
Prototipado Rápido
Fundición de Caucho de PU
Fundición de Carcasa Delgada

Molde de Hormigón/Ladrillo
4. Notas de Procesamiento
- Consistencia del Lote: Utilice siempre la Parte A y la Parte B del mismo kit y lote. Si mezcla componentes de diferentes lotes, realice primero una prueba a pequeña escala para asegurar la compatibilidad.
- Prueba de Compatibilidad: Se recomienda encarecidamente realizar una prueba a pequeña escala para confirmar la compatibilidad con sus materiales específicos antes de comenzar un proyecto grande.
- Condiciones de Mezcla: Para obtener resultados óptimos, mezcle y cure entre 20-30°C (68-86°F) con una humedad relativa inferior al 50%.
- Límites de Temperatura: No utilice a temperaturas inferiores a 15°C (60°F), ya que el curado puede ser incompleto o retrasarse significativamente.
Advertencia de Inhibición de Curado
El catalizador de platino es sensible a los contaminantes. Asegúrese de que todas las herramientas y modelos estén limpios. Evite el contacto con Azufre (arcillas, guantes de látex), Estaño (siliconas de condensación), Aminas (resinas epoxi) y Resina UV Impresa en 3D (SLA/DLP), ya que estos impedirán el curado y dejarán una superficie pegajosa.
Solución de Problemas y Soluciones:
5. Precauciones de Seguridad
Bajo condiciones normales de almacenamiento y manipulación, este producto es estable y no sufrirá reacciones peligrosas. Sin embargo, deben seguirse las prácticas estándar de higiene industrial.
- General: Mantener fuera del alcance de los niños.
- Contacto con la Piel: Lave bien con agua y jabón.
- Contacto con los Ojos: Enjuague bien con agua limpia durante al menos 15 minutos y busque atención médica.
- Inhalación: Bajo condiciones normales de uso previsto, este material no se considera un peligro por inhalación.
- Ingestión: No induzca el vómito. Enjuague la boca y busque atención médica.
6. Almacenamiento y Vida Útil
- Condiciones de Almacenamiento
- Almacenar en un lugar fresco y seco a temperatura ambiente (15-25°C / 60-77°F). Mantener alejado de la luz solar directa, ácidos y bases.
- Vida Útil
- 12 meses a partir de la fecha de fabricación si se almacena correctamente. Las altas temperaturas pueden reducir la vida útil.
- Envases Abiertos
- Vuelva a sellar inmediatamente después de su uso para evitar la contaminación y la entrada de humedad.







