



1. Description
This series of High Hardness Platinum Cured Silicone Rubber, also known as Addition Cure Silicone, is a premium RTV-2 silicone material known for its excellent dimensional stability and high strength. It consists of Part A and Part B, which are supplied as translucent, viscous liquids.
When mixed in a 1:1 ratio by weight, it cures to a rigid rubber at room temperature or can be accelerated with heat. It is the premier choice for creating robust, non-deforming molds used in rapid prototyping, composite manufacturing, and high-precision industrial casting.

2. Features
- Easy Operation: Convenient 1:1 mix ratio by weight (recommended) or volume.
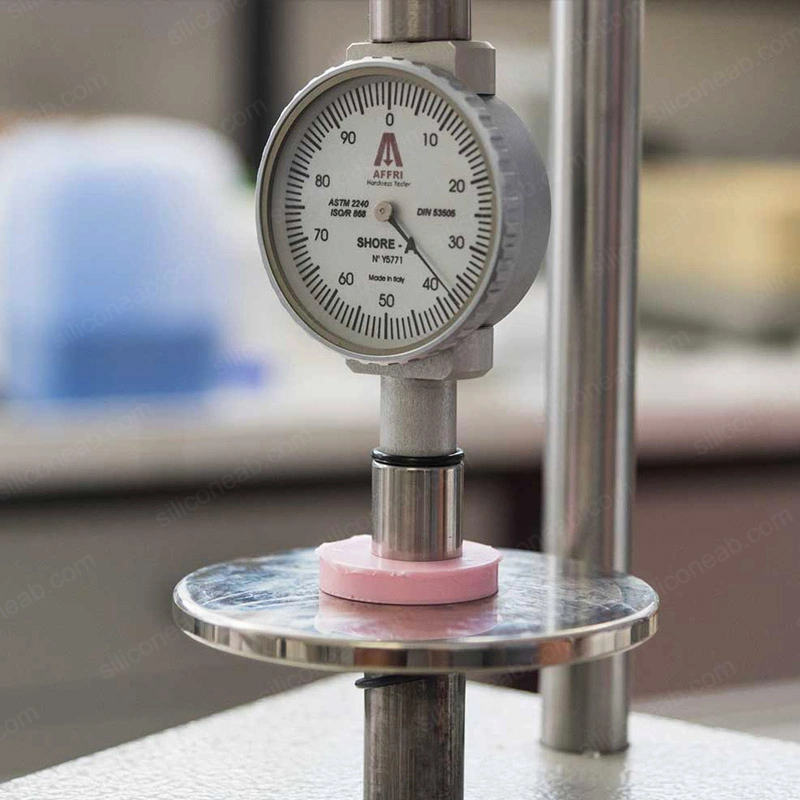
- High Rigidity: High hardness (40-50 Shore A) ensures the mold maintains its shape under pressure.
- Dimensional Stability: Excellent resistance to deformation, crucial for precision parts.
- Ultra-Low Shrinkage: Minimal shrinkage (≤0.1%) ensures accurate reproduction of dimensions.
- Clean & Safe: Platinum cure system produces no by-products; odorless and non-toxic.
- Heat Resistance: Durable up to 250°C (482°F), suitable for high-exotherm resins.

3. Applications
This series is engineered for industrial applications where mold rigidity is paramount. It resists deformation during casting, making it ideal for:
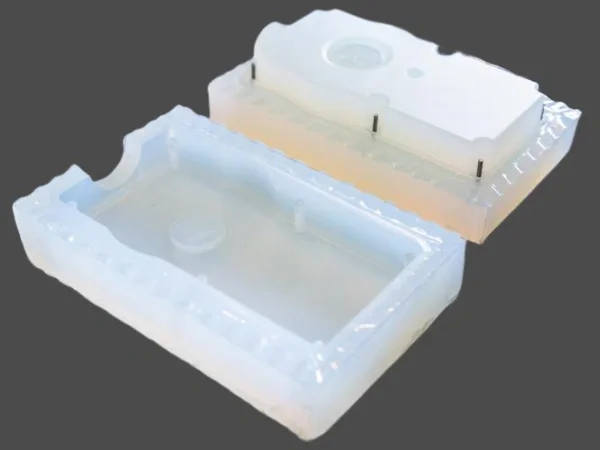
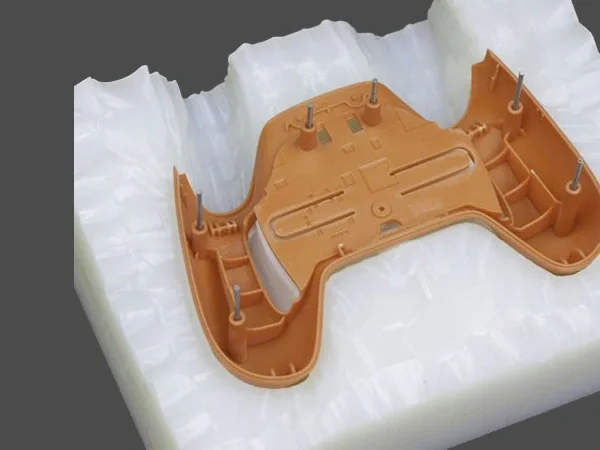
- Vacuum Casting (Rapid Prototyping): Creating precise silicone molds for small-batch production using PU resins (ABS-like, PC-like, Nylon-like). Its rigidity is crucial for casting thin-walled parts (e.g., electronic casings) without distortion.
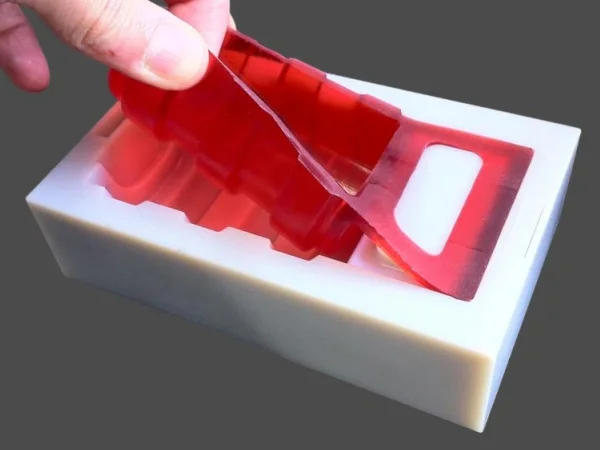
- Resin Casting: Ideal for casting epoxy resin, polyurethane (PU) resin, and polyester resin parts requiring high dimensional accuracy.
- Construction & Decor: Creating rigid molds for heavy casting materials such as concrete, cement, and cultural stone bricks.
Rapid Prototyping
PU Rubber Casting
Thin Shell Casting

Concrete/Brick Mold
4. Processing Notes
- Batch Consistency: Always use Part A and Part B from the same kit and batch. If mixing components from different batches, perform a small-scale test first to ensure compatibility.
- Compatibility Test: It is strongly recommended to conduct a small-scale test to confirm compatibility with your specific materials before starting a large project.
- Mixing Conditions: For optimal results, mix and cure between 20-30°C (68-86°F) with relative humidity below 50%.
- Temperature Limits: Do not use at temperatures below 15°C (60°F), as curing may be incomplete or significantly delayed.
Cure Inhibition Warning
The platinum catalyst is sensitive to contaminants. Ensure all tools and models are clean. Avoid contact with Sulfur (clays, latex gloves), Tin (condensation silicones), Amines (epoxy resins), and 3D Printed UV Resin (SLA/DLP), as these will prevent curing and leave a tacky surface.
Troubleshooting & Solutions:
5. Safety Precautions
Under normal storage and handling conditions, this product is stable and will not undergo hazardous reactions. However, standard industrial hygiene practices should be followed.
- General: Keep out of reach of children.
- Skin Contact: Wash thoroughly with soap and water.
- Eye Contact: Rinse thoroughly with clean water for at least 15 minutes and seek medical attention.
- Inhalation: Under normal conditions of intended use, this material is not considered an inhalation hazard.
- Ingestion: Do not induce vomiting. Rinse mouth and seek medical attention.
6. Storage & Shelf Life
- Storage Conditions
- Store in a cool, dry place at room temperature (15-25°C / 60-77°F). Keep away from direct sunlight, acids, and bases.
- Shelf Life
- 12 months from the date of manufacture when stored properly. High temperatures may reduce shelf life.
- Opened Containers
- Reseal immediately after use to prevent contamination and moisture ingress.







