Vacuum casting silicone refers to a range of RTV-2 silicones, including both tin-cured and platinum-cured systems, specifically engineered for the rapid prototyping industry. This product line focuses on high-hardness and high-strength grades, which are essential for creating durable molds capable of withstanding the stresses of vacuum casting.
Prized for their exceptional detail reproduction (high fidelity) and reliable demolding properties, these silicones enable the precise small-batch production of prototype parts using polyurethane (PU) resins, simulating real production plastics like ABS, PC, and Nylon.

Why High Hardness?
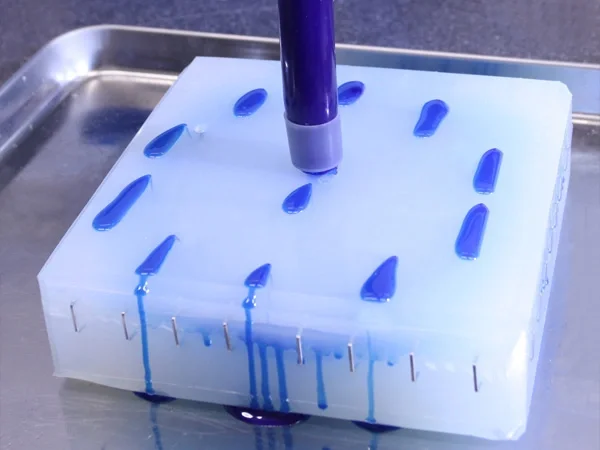
Vacuum casting molds require superior dimensional stability to maintain accurate tolerances under vacuum pressure. Our high-hardness series (35-50 Shore A) ensures the mold walls do not collapse or deform during the injection of PU resins, guaranteeing the geometric accuracy of your prototypes.
FEATURES
Dimensional Stability
Resists deformation.
High Hardness
35-50 Shore A stability.
High Fidelity
Exceptional detail reproduction.
Heat Resistance
Withstands resin exotherm.
High Strength
Durable for multiple casts.
Easy Release
Reliable demolding properties.
Clarity Options
Translucent grades available.
Dual Systems
Tin & Platinum options.
APPLICATIONS
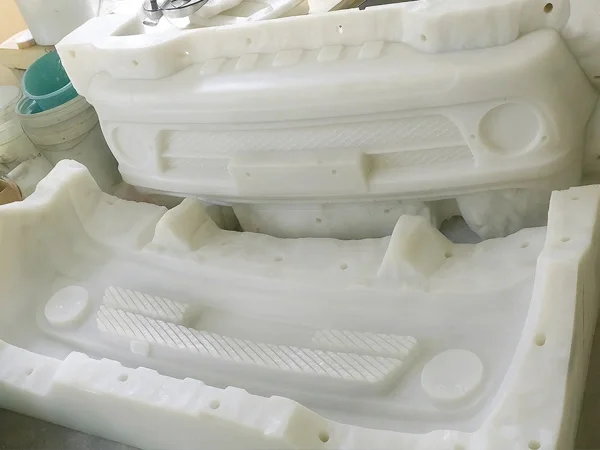
Vacuum casting silicone is the industry-standard mold-making material for rapid prototyping applications. It is widely used to produce small batches of industrial and commercial parts with fine detail and excellent surface finish. Typical applications include automotive dashboards and grilles, consumer electronics enclosures, and medical device housings.
It is compatible with a wide variety of polyurethane (PU) resins that simulate production plastics, such as ABS-like, POM-like, PC-like (clear), TPE-like (elastomeric), and glass-filled Nylon-like resins.


TECHNICAL DATA
| Product Name | Color | Hardness | Mixing Ratio | Viscosity | Pot Life | Cure Time | Tear Strength |
|---|---|---|---|---|---|---|---|
| RTV-3135 | White | 35 A | 100A:3B | 18,000 cps | 40 mins | 11 hrs | 23 N/mm |
| RTV-3140 | White | 38 A | 100A:3B | 18,000 cps | 40 mins | 12 hrs | 21 N/mm |
| RTV-3235 | Translucent | 35 A | 100A:3B | 18,000 cps | 40 mins | 11 hrs | 24 N/mm |
| RTV-3240 | Translucent | 37 A | 100A:3B | 18,000 cps | 40 mins | 12 hrs | 22 N/mm |

| Product Name | Color | Hardness | Mixing Ratio | Viscosity | Pot Life | Cure Time | Tear Strength |
|---|---|---|---|---|---|---|---|
| RTV-4140 | Translucent | 40 A | 1A:1B | 4,800 cps | 35 mins | 5 hrs | 32 N/mm |
| RTV-4145 | Translucent | 45 A | 1A:1B | 8,500 cps | 35 mins | 5 hrs | 30 N/mm |
| RTV-4150 | Translucent | 50 A | 1A:1B | 70,000 cps | 35 mins | 6 hrs | 28 N/mm |
| RTV-5140 | Transparent | 40 A | 1A:1B | 60,000 cps | 45 mins | 10 hrs | 14 N/mm |
| RTV-5240 | Transparent | 40 A | 10A:1B | 80,000 cps | 45 mins | 10 hrs | 14 N/mm |
General Processing Notes
- Consistency: Always use Part A and Part B from the same kit and batch.
- Test First: Strongly recommended to conduct a small-scale test to confirm compatibility before starting a large project.
- Degassing: Vacuum degassing is standard procedure for rapid prototyping to ensure bubble-free molds.
Critical System Warnings
For Tin-Cured Systems (RTV-3xxx):
Hydrolysis Risk: Immediately reseal the Part B catalyst container after use. Prolonged exposure to air will cause the tin catalyst to hydrolyze (form a crust), leading to cure failure.
For Platinum-Cured Systems (RTV-4/5xxx):
Inhibition Risk: Highly sensitive to contaminants. Avoid contact with sulfur (latex gloves, clays), tin compounds, and amines. Ensure all tools are clean.
Safety Precautions
- Ventilation: Tin-cured systems release by-products (alcohol) and have an odor; always use in well-ventilated areas.
- Handling: Wear vinyl gloves. Platinum systems are odorless and non-toxic but standard hygiene should be followed.
- Children: Keep all chemical products out of reach of children.
Storage & Shelf Life
- Storage Conditions
- Store in a cool, dry place (15–25°C). Keep away from direct sunlight.
- Shelf Life
- 12 months from the date of manufacture when stored properly. Storing at higher temperatures may reduce the usable shelf life.
- Opened Containers
- Reseal immediately to prevent contamination and moisture ingress.
