



1. Description
This series of Soft Tin Cured Silicone Rubber, also known as Condensation Cure Silicone, is a low-hardness RTV-2 silicone material known for its exceptional softness and high elasticity. It consists of a white or translucent base (Part A) and a tin-based catalyst (Part B), which cures at room temperature by reacting with atmospheric moisture.
When mixed in a ratio of 100:2 to 100:4 by weight, it forms a flexible, durable rubber. It is specifically engineered for applications requiring soft molds with deep undercuts, such as candle making, soap casting, and intricate architectural restoration, where easy demolding is essential.

2. Features
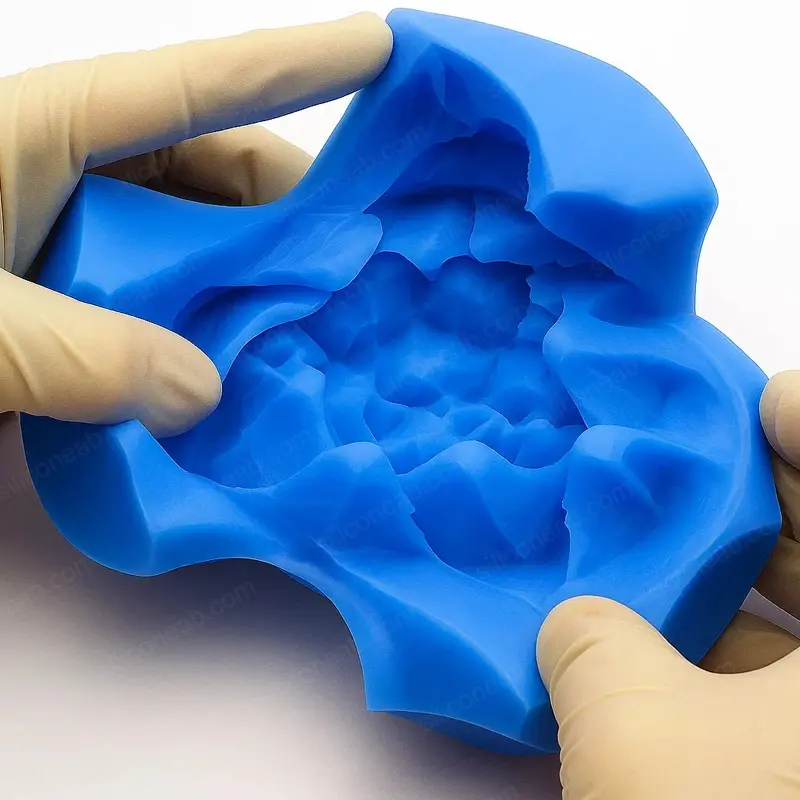
- Exceptional Softness: Low hardness (5-15 Shore A) allows for easy removal of intricate castings with deep undercuts without damaging the mold or the part.
- High Elasticity: Excellent flexibility ensures the mold returns to its original shape after demolding, minimizing the risk of tearing.
- Low Viscosity: The liquid rubber flows easily into fine details and crevices, facilitating easy vacuum degassing and accurate texture reproduction.
- Excellent Release: Its natural non-stick properties significantly reduce the need for release agents for most casting materials.
- Versatile Application: Suitable for both pouring block molds and creating brush-on blanket molds (by adding a thixotropic agent).
- Adjustable Curing: Working time and cure time can be modified by adjusting the catalyst ratio (100:2 to 100:4) or ambient temperature.

3. Applications
This series is preferred for applications where exceptional softness is critical to prevent damaging delicate castings during demolding. It is ideal for creating one-piece molds where the rubber needs to be flexible enough to be peeled back or inverted.
- Candle & Soap Molds: The material's low hardness allows the mold to be easily inverted (turned inside out) or peeled back, facilitating the release of delicate wax and soap castings without breakage.
- Miniature & Delicate Crafts: Ideal for replicating small figurines or artistic crafts where a stiff mold might break the delicate features of the final product during demolding.
- Parts with Deep Undercuts: Specifically designed for models with deep undercuts. The high elasticity allows the mold to stretch over protrusions and return to shape.
- Delicate Restoration: Perfect for molding fragile historical artifacts where the mold material must apply minimal stress to the original model.
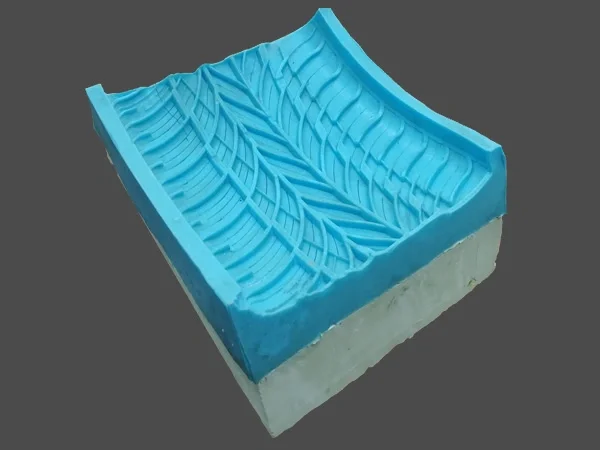
Tire Silicone Mold
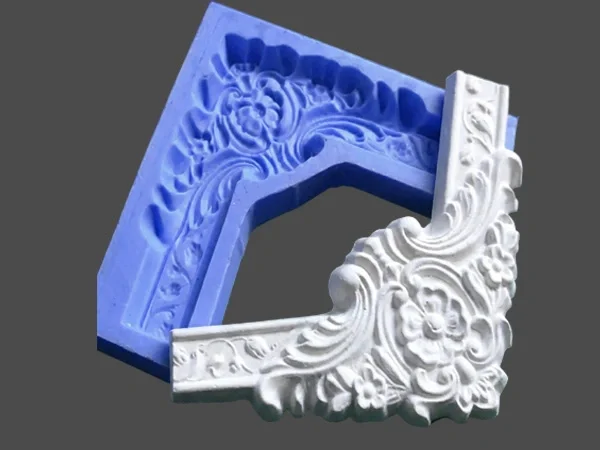
Gypsum Mold

Bear Resin Mold

Shoe Soles Mold
4. Processing Notes
- Batch Consistency: For consistent results, always use Part A and Part B from the same batch. Mixing components from different batches requires user testing to confirm compatibility.
- Mixing Ratio: Weigh Part A and Part B accurately. The recommended ratio is 100:2 to 100:4 by weight.
- Catalyst Impact: Using excess catalyst (>100:5) to speed up curing may cause the mold to become brittle and shorten its lifespan.
- Mixing Process: Mix thoroughly, scraping the sides and bottom of the container. If using white silicone, stir Part A before use as fillers may settle.
- Shrinkage: Tin-cured silicone molds undergo gradual shrinkage over time. The rate of shrinkage can be affected by the casting material and mold design.
Important Usage Warnings
Industrial Use Only: This product is NOT suitable for food, dental, or skin-contact applications due to potential leaching and catalyst by-products.
Troubleshooting & Solutions
Encountering issues with bubbles or shrinkage? Check out our expert guides:
5. Safety Precautions
During curing, condensation silicones release by-products (e.g., alcohol). Use in a well-ventilated area. Keep out of reach of children.
- Ventilation: Ensure adequate ventilation to disperse vapors released during curing. If ventilation is insufficient, respiratory protection is recommended.
- PPE: Wear safety glasses and liquid-tight gloves (nitrile/butyl) to prevent skin and eye contact.
- Skin Contact: Wash thoroughly with soap and water. Seek medical attention if irritation persists.
- Eye Contact: Flush eyes with water for 15 minutes and seek medical attention.
- Inhalation: Move to fresh air. Seek medical attention if symptoms such as dizziness or irritation occur.
- Ingestion: Do not induce vomiting. Rinse mouth and seek immediate medical attention.
6. Storage & Shelf Life
- Storage Conditions
- Store in a cool, dry, well-ventilated place at room temperature (15–25°C / 60–77°F). Keep away from heat and direct sunlight.
- Shelf Life
- 12 months from the date of manufacture when stored properly. High temperatures may reduce shelf life.
- Opened Containers
- Reseal immediately after use to prevent leakage and protect the catalyst from moisture (hydrolysis).







