



1. Açıklama
Bu yüksek sertlikte adisyon tipi silikon serisi (aynı zamanda platin silikon olarak da bilinir), mükemmel boyutsal kararlılığı ve yüksek mukavemeti ile bilinen birinci sınıf bir RTV-2 silikon malzemedir. Yarı saydam, viskoz sıvılar olarak tedarik edilen A ve B Bileşenlerinden oluşur.
Ağırlıkça 1:1 oranında karıştırıldığında, oda sıcaklığında rijit bir kauçuğa kürlenir veya ısıyla hızlandırılabilir. Hızlı prototipleme, kompozit imalatı ve yüksek hassasiyetli endüstriyel dökümde kullanılan sağlam, deforme olmayan kalıplar oluşturmak için birinci sınıf seçimdir.

2. Özellikler
- Kolay Kullanım: Ağırlıkça (önerilen) veya hacimce kullanışlı 1:1 karışım oranı.
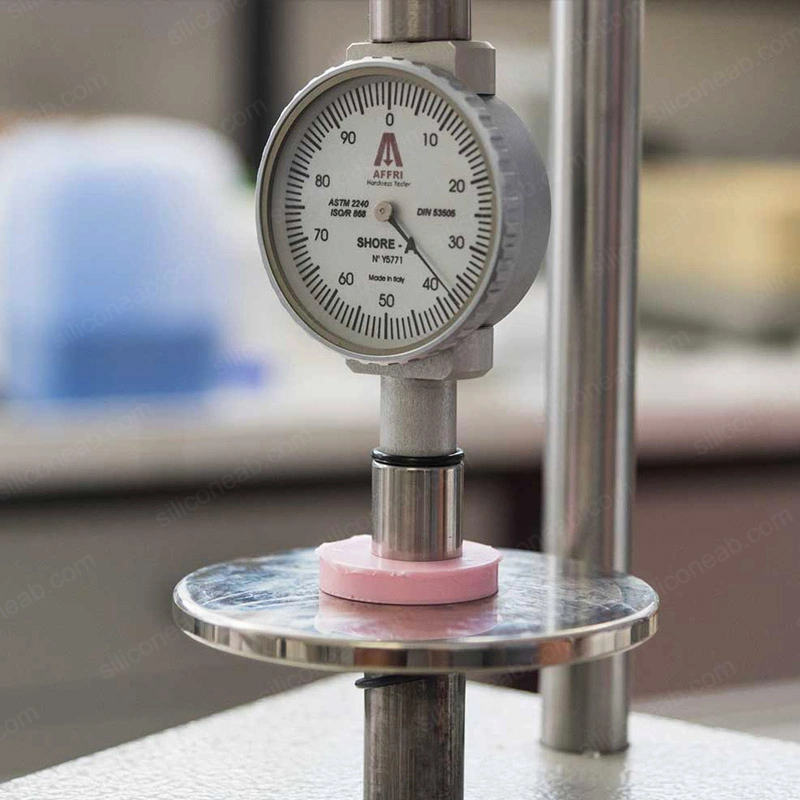
- Yüksek Rijitlik: Yüksek sertlik (40-50 Shore A), kalıbın basınç altında şeklini korumasını sağlar.
- Boyutsal Kararlılık: Hassas parçalar için çok önemli olan deformasyona karşı mükemmel direnç.
- Ultra Düşük Büzülme: Minimum büzülme (≤%0.1), boyutların doğru kopyalanmasını sağlar.
- Temiz & Güvenli: Platin kür sistemi yan ürün oluşturmaz; kokusuz ve toksik değildir.
- Isı Direnci: 250°C'ye (482°F) kadar dayanıklıdır, yüksek ekzotermik reçineler için uygundur.

3. Uygulamalar
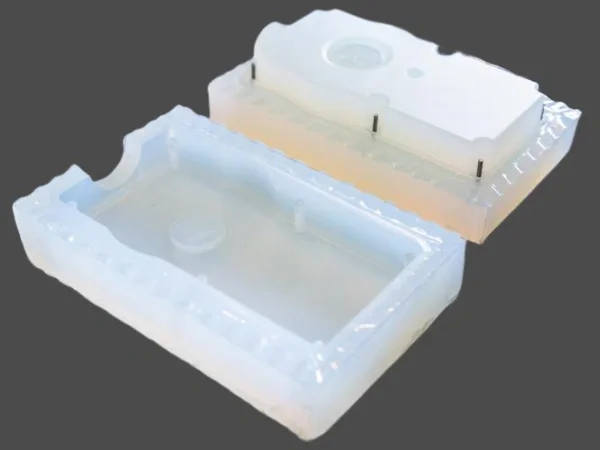
Bu seri, kalıp rijitliğinin çok önemli olduğu endüstriyel uygulamalar için tasarlanmıştır. Döküm sırasında deformasyona direnir, bu da onu şunlar için ideal kılar:
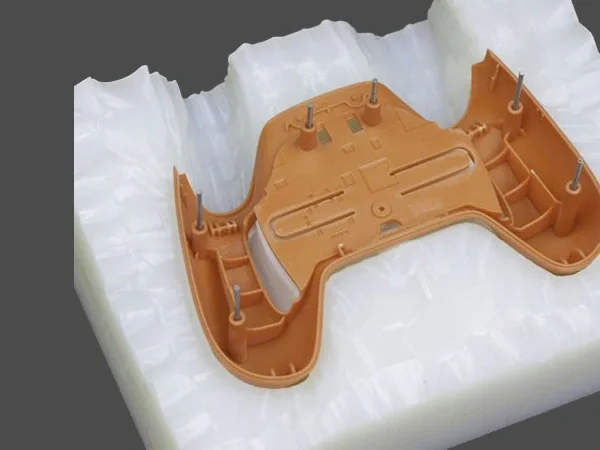
- Vakum Döküm (Hızlı Prototipleme): PU reçineler (ABS benzeri, PC benzeri, Naylon benzeri) kullanarak küçük parti üretim için hassas silikon kalıplar oluşturma. Rijitliği, ince duvarlı parçaların (örn. elektronik muhafazalar) bozulmadan dökülmesi için çok önemlidir.
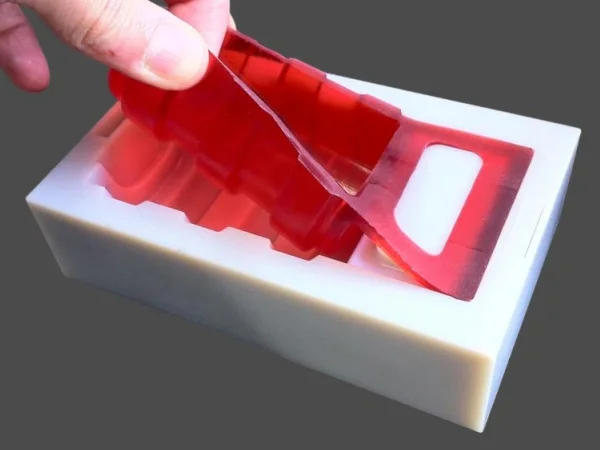
- Reçine Dökümü: Yüksek boyutsal doğruluk gerektiren epoksi reçine, poliüretan (PU) reçine ve polyester reçine parçalarının dökümü için idealdir.
- İnşaat & Dekor: Beton, çimento ve kültür taşı tuğlaları gibi ağır döküm malzemeleri için rijit kalıplar oluşturma.
Hızlı Prototipleme
PU Kauçuk Döküm
İnce Kabuk Döküm

Beton/Tuğla Kalıbı
4. İşleme Notları
- Parti Tutarlılığı: Her zaman aynı kit ve partiden A ve B Bileşenlerini kullanın. Farklı partilerden bileşenleri karıştırıyorsanız, uyumluluğu sağlamak için önce küçük ölçekli bir test yapın.
- Uyumluluk Testi: Büyük bir projeye başlamadan önce özel malzemelerinizle uyumluluğu doğrulamak için küçük ölçekli bir test yapmanız şiddetle tavsiye edilir.
- Karıştırma Koşulları: En iyi sonuçlar için, %50'nin altındaki bağıl nemde ve 20-30°C (68-86°F) arasında karıştırın ve kürleyin.
- Sıcaklık Sınırları: Kürlenme tamamlanmayabileceği veya önemli ölçüde gecikebileceği için 15°C'nin (60°F) altındaki sıcaklıklarda kullanmayın.
Kürlenme Engeli Uyarısı
Platin katalizör kirleticilere karşı hassastır. Tüm aletlerin ve modellerin temiz olduğundan emin olun. Kükürt (killer, lateks eldivenler), Kalay (kondensasyon silikonları), Aminler (epoksi reçineler) ve 3D Baskı UV Reçine (SLA/DLP) ile temastan kaçının, çünkü bunlar kürlenmeyi önler ve yapışkan bir yüzey bırakır.
Sorun Giderme & Çözümler:
5. Güvenlik Önlemleri
Normal depolama ve kullanım koşulları altında bu ürün kararlıdır ve tehlikeli reaksiyonlara girmez. Ancak, standart endüstriyel hijyen uygulamalarına uyulmalıdır.
- Genel: Çocukların erişemeyeceği yerlerde saklayın.
- Cilt Teması: Sabun ve su ile iyice yıkayın.
- Göz Teması: Temiz suyla en az 15 dakika boyunca iyice durulayın ve tıbbi yardım alın.
- Soluma: Amaçlanan normal kullanım koşulları altında, bu malzeme bir soluma tehlikesi olarak kabul edilmez.
- Yutma: Kusturmayın. Ağzınızı çalkalayın ve tıbbi yardım alın.
6. Depolama & Raf Ömrü
- Depolama Koşulları
- Oda sıcaklığında (15-25°C / 60-77°F), serin ve kuru bir yerde saklayın. Doğrudan güneş ışığından, asitlerden ve bazlardan uzak tutun.
- Raf Ömrü
- Uygun şekilde saklandığında üretim tarihinden itibaren 12 aydır. Yüksek sıcaklıklar raf ömrünü azaltabilir.
- Açılmış Kaplar
- Kirlenmeyi ve nem girişini önlemek için kullanımdan hemen sonra tekrar kapatın.







