1. Açıklama
Bu yumuşak şeffaf silikon kauçuk serisi (aynı zamanda şeffaf platin silikon olarak da bilinir), kristal netliğinde görünümü ve olağanüstü esnekliği ile karakterize edilen düşük sertlikte bir adisyon kürlü silikon malzemedir. Standart yarı saydam silikonların aksine, bu seri döküm sırasında görsel inceleme için üstün netlik sunar.
Kullanışlı 1:1 veya 10:1 karışım oranlarında mevcuttur, oda sıcaklığında yumuşak, elastik bir kauçuğa kürlenir veya ısıyla hızlandırılabilir. İç görünürlüğün kritik olduğu karmaşık reçine el sanatları, detaylı prototipler ve derin ters açılı parçalar gibi şeffaf kalıplar gerektiren uygulamalar için özel olarak tasarlanmıştır.

2. Özellikler
- Yüksek Şeffaflık: Kristal netliğinde görünüm, ayırma hatlarının hassas kesilmesine ve hava kabarcıklarının görsel olarak izlenmesine olanak tanır.
- Yumuşak & Elastik: Düşük sertlik (10-20 Shore A), karmaşık, ters açılı şekillerin hasar görmeden kolayca kalıptan çıkarılmasını sağlar.
- Yüksek Sadakat: Mükemmel akışkanlık, orijinal modelden en ince mikro dokuları ve karmaşık geometrileri yakalamasını sağlar.
- Mükemmel Ayırma: Yapışmaz yüzey, kalıp ayırıcı maddelere olan ihtiyacı azaltır.
- Boyutsal Kararlılık: İnce detayların doğru kopyalanması için düşük büzülme (≤%0.1).
- Temiz & Güvenli: Platin kür sistemi; kokusuz, tatsız ve toksik değildir.

3. Uygulamalar
Bu seri, kalıbın içindeki nesneyi görmesi gereken sanatçılar ve yumuşak kalıp üreticileri için tercih edilen seçimdir. Olağanüstü netliği, yüksek esnekliğiyle birleştiğinde şunlar için mükemmeldir:
- Karmaşık & Detaylı Reçine El Sanatları: Kalıbın yumuşaklığının hasarsız kalıptan çıkarmayı sağladığı, derin ters açılı veya çok hassas özelliklere sahip reçine parçaların dökümü.
- 3D Tırnak Sanatı & Minyatür Kalıplar: 3D tırnak süslemeleri ve küçük reçine takılar için minyatür kalıplar oluşturmak üzere özel olarak tasarlanmıştır. Düşük sertliği, karmaşık detayları korur ve kalıptan çıkarma sırasında hasarı önler.

Reçine İçin Şeffaf Kalıp
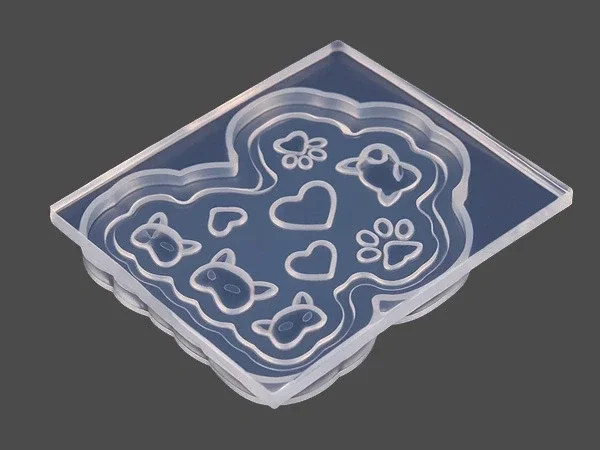
Tırnak Sanatı Kalıbı

Yumuşak Şeffaf Kalıp

Simüle Reçine El Sanatları
4. İşleme Notları
- Vakumla Gaz Giderme: Şeffaf sıvı silikonun yüksek viskozitesi nedeniyle, kabarcıksız sonuçlar elde etmek ve kalıbın şeffaflığını sağlamak için vakumla gaz giderme esastır.
- Parti Tutarlılığı: Her zaman aynı kitten A ve B Bileşenlerini kullanın. Partileri çapraz karıştırmayın.
- Karışım Oranı: Bileşenleri ağırlıkça hassas bir şekilde tartın. Optimum performans sağlamak için hem 1:1 hem de 10:1 karışım oranlarında hassasiyet kritiktir.
- Sıcaklık & Kürlenme: 20-30°C (68-86°F) arasında kürleyin. 20°C'nin altındaki sıcaklıklar kürlenme süresini uzatabilir veya daha yumuşak bir sertlikle sonuçlanabilir. 60°C'nin üzerindeki sıcaklıklarda kürleme büzülmeyi artırabilir.
- Katalizör Kullanımı (10:1 Oran): B Bölümü katalizör kabını kullanımdan hemen sonra sıkıca kapatın. Havaya uzun süre maruz kalma hidrolize neden olarak eksik kürlenmeye yol açabilir.
Kürlenme Engeli Uyarısı
Platin katalizör kirleticilere karşı hassastır. Tüm aletlerin ve modellerin temiz olduğundan emin olun. Kükürt (killer, lateks eldivenler), Kalay (kondensasyon silikonları), Aminler (epoksi reçineler) ve 3D Baskı UV Reçine (SLA/DLP) ile temastan kaçının, çünkü bunlar kürlenmeyi önler ve yapışkan bir yüzey bırakır.
Sorun Giderme & Çözümler:
5. Güvenlik Önlemleri
Normal depolama ve kullanım koşulları altında bu ürün kararlıdır ve tehlikesizdir. Ancak, standart endüstriyel hijyen uygulamalarına uyulmalıdır.
- Genel: Çocukların erişemeyeceği yerlerde saklayın.
- Cilt Teması: Sabun ve su ile iyice yıkayın.
- Göz Teması: Temiz suyla en az 15 dakika boyunca iyice durulayın ve tıbbi yardım alın.
- Soluma: Amaçlanan normal kullanım koşulları altında, bu malzeme bir soluma tehlikesi olarak kabul edilmez.
- Yutma: Kusturmayın. Ağzınızı çalkalayın ve tıbbi yardım alın.
6. Depolama & Raf Ömrü
- Depolama Koşulları
- Oda sıcaklığında (15-25°C / 60-77°F), serin ve kuru bir yerde saklayın. Doğrudan güneş ışığından, asitlerden ve bazlardan uzak tutun.
- Raf Ömrü
- Uygun şekilde saklandığında üretim tarihinden itibaren 12 aydır. Yüksek sıcaklıklar raf ömrünü azaltabilir.
- Açılmış Kaplar
- Kirlenmeyi ve nem girişini önlemek için kullanımdan hemen sonra tekrar kapatın.