1. Descrição
Esta série de Silicone Líquido Transparente Macio, também conhecido como Silicone Transparente de Cura por Platina, é um material de silicone de adição de baixa dureza caracterizado por sua aparência cristalina e flexibilidade excepcional. Ao contrário dos silicones translúcidos padrão, esta série oferece clareza superior para inspeção visual durante a fundição.
Disponível em convenientes proporções de mistura de 1:1 ou 10:1, cura para um elastômero macio e elástico em temperatura ambiente ou pode ser acelerado com calor. É especificamente projetado para aplicações que exigem moldes transparentes, como artesanatos complexos em resina, protótipos intrincados e peças com rebaixos profundos onde a visibilidade interna é crítica.

2. Características
- Alta Transparência: A aparência cristalina permite o corte preciso das linhas de partição e o monitoramento visual de bolhas de ar.
- Macio e Elástico: A baixa dureza (10-20 Shore A) garante a desmoldagem fácil de formas complexas com rebaixos, sem causar danos.
- Alta Fidelidade: A excelente fluidez permite capturar as microtexturas mais finas e geometrias intrincadas do modelo original.
- Excelente Desmoldagem: A superfície antiaderente reduz a necessidade de agentes desmoldantes.
- Estabilidade Dimensional: Baixo encolhimento (≤0,1%) para a reprodução precisa de detalhes finos.
- Limpo e Seguro: Sistema de cura por platina; inodoro, insípido e atóxico.

3. Aplicações
Esta série é a escolha preferida de artistas e fabricantes de moldes macios que precisam ver o objeto dentro do molde. Sua clareza excepcional, combinada com sua alta flexibilidade, a torna perfeita para:
- Artesanato em Resina Complexo e Intrincado: Fundição de peças de resina com rebaixos profundos ou características altamente delicadas, onde a maciez do molde garante uma desmoldagem sem danos.
- Nail Art 3D e Moldes em Miniatura: Projetado especificamente para criar moldes em miniatura para decorações de Nail Art 3D e pequenas joias de resina. Sua baixa dureza preserva detalhes intrincados e evita danos durante a desmoldagem.

Molde Transparente (Resina)
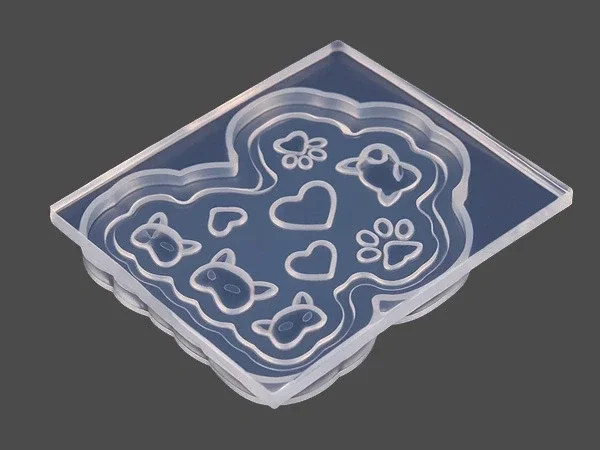
Molde para Nail Art

Molde Transparente Macio

Artesanato em Resina (Simulação)
4. Notas de Processamento
- Desgaseificação a Vácuo: Devido à maior viscosidade do silicone líquido transparente, a desgaseificação a vácuo é essencial para obter resultados sem bolhas e garantir a transparência do molde.
- Consistência do Lote: Sempre use a Parte A e a Parte B do mesmo kit. Não misture componentes de lotes diferentes.
- Proporção de Mistura: Pese os componentes com precisão por peso. A precisão é crítica para as proporções de mistura de 1:1 e 10:1 para garantir o desempenho ideal.
- Temperatura e Cura: Cure entre 20-30°C (68-86°F). Temperaturas abaixo de 20°C (68°F) podem estender o tempo de cura ou resultar em uma dureza mais macia. A cura em temperaturas acima de 60°C (140°F) pode aumentar o encolhimento.
- Manuseio do Catalisador (Proporção 10:1): Feche bem o recipiente do catalisador Parte B imediatamente após o uso. A exposição prolongada ao ar pode causar hidrólise, levando à cura incompleta.
Aviso sobre Inibição de Cura
O catalisador de platina é altamente sensível a contaminantes. Certifique-se de que todas as ferramentas e modelos estejam limpos. Evite o contato com Enxofre (argilas, luvas de látex), Estanho (silicones de condensação), Aminas (resinas epóxi) e Resina UV de Impressão 3D (SLA/DLP), pois estes impedirão a cura e deixarão uma superfície pegajosa.
Solução de Problemas e Dicas:
5. Precauções de Segurança
Sob condições normais de armazenamento e manuseio, este produto é estável e não é perigoso. No entanto, devem ser seguidas as práticas padrão de higiene industrial.
- Geral: Mantenha fora do alcance das crianças.
- Contato com a Pele: Lave bem com água e sabão.
- Contato com os Olhos: Lave abundantemente com água limpa por pelo menos 15 minutos e procure atendimento médico.
- Inalação: Sob condições normais de uso pretendido, este material não é considerado um risco de inalação.
- Ingestão: Não induza o vômito. Enxágue a boca e procure atendimento médico.
6. Armazenamento e Vida Útil
- Condições de Armazenamento
- Armazene em local fresco e seco em temperatura ambiente (15-25°C / 60-77°F). Mantenha longe da luz solar direta, ácidos e bases.
- Vida Útil
- 12 meses a partir da data de fabricação quando armazenado corretamente. Altas temperaturas podem reduzir a vida útil.
- Recipientes Abertos
- Feche bem imediatamente após o uso para evitar contaminação e entrada de umidade.