




1. Descrição
Esta série de Silicone de Condensação de Alta Dureza, também conhecido como Silicone de Cura por Condensação (Estanho), é um material de silicone RTV-2 de alto desempenho projetado para aplicações que exigem máxima rigidez e estabilidade dimensional. Consiste em uma base branca ou translúcida (Parte A) e um catalisador à base de estanho (Parte B), que cura em temperatura ambiente ao reagir com a umidade atmosférica.
Quando misturado na proporção de 100:2 a 100:4 por peso, cura para formar um elastômero rígido e resistente à deformação. Embora ofereça estabilidade superior para peças de precisão, possui menor resistência ao rasgo em comparação com a série de dureza média, tornando-o mais adequado para moldes de bloco com poucos rebaixos.

2. Características
- Alta Dureza e Rigidez: Cura para um elastômero firme (35-40 Shore A) que resiste à deformação sob pressão, garantindo que a peça fundida mantenha dimensões precisas.
- Estabilidade Dimensional: Exibe distorção mínima durante o processo de fundição, tornando-o ideal para a reprodução de peças mecânicas que exigem tolerâncias rigorosas.
- Reprodução de Detalhes: Apesar de sua dureza, o material exibe excelente fluidez, garantindo a captura de detalhes finos e texturas do modelo mestre.
- Resistência ao Calor: Suporta temperaturas de até 200°C (392°F), tornando-o adequado para fundição de resinas exotérmicas e ligas de baixo ponto de fusão.
- Excelente Desmoldagem: Suas propriedades antiaderentes naturais reduzem significativamente a necessidade de agentes desmoldantes, garantindo peças fundidas limpas.

3. Aplicações
Esta série é especificamente projetada para aplicações onde a rigidez e a precisão do molde são primordiais. Sua alta estabilidade a torna a escolha ideal para reproduzir protótipos e peças industriais onde a deformação deve ser eliminada.
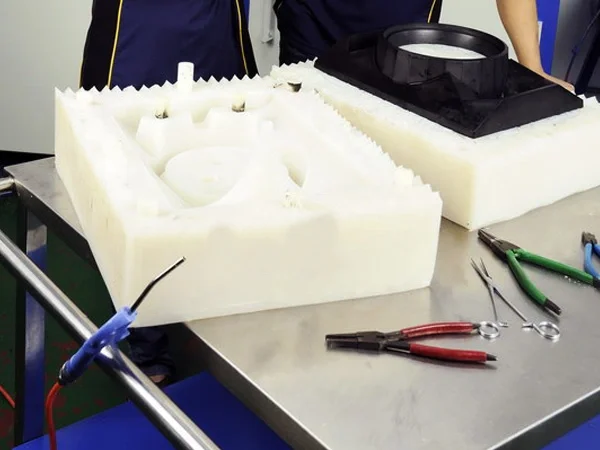
- Prototipagem Rápida: A escolha preferida para criar moldes de protótipos nas indústrias automotiva e eletrônica, como carcaças de lâmpadas, caixas de console e peças de eletrodomésticos.
- Fundição a Vácuo: Sua rigidez suporta a pressão do vácuo sem entrar em colapso, garantindo a reprodução precisa de peças de resina de PU.
- Moldagem de Cimento e Cerâmica: Fornece o suporte necessário para materiais de fundição pesados, como cimento e cerâmica, evitando a deformação do molde.
- Prototipagem de Casca Fina: Ideal para fundir peças de paredes finas onde um molde mais macio poderia distorcer a geometria do produto.

Fundição a Vácuo de Protótipos
Prototipagem de Parede Fina

Molde de Cimento

Molde de Cerâmica
4. Notas de Processamento
- Consistência do Lote: Para resultados consistentes, sempre use a Parte A e a Parte B do mesmo lote. Misturar componentes de lotes diferentes requer testes do usuário para confirmar a compatibilidade.
- Proporção de Mistura: Pese a Parte A e a Parte B com precisão. A proporção recomendada é de 100:2 a 100:4 por peso.
- Impacto do Catalisador: Usar excesso de catalisador (>100:5) para acelerar a cura pode fazer com que o molde se torne quebradiço e diminua sua vida útil.
- Processo de Mistura: Misture bem, raspando as laterais e o fundo do recipiente. Se estiver usando silicone branco, mexa a Parte A antes de usar, pois as cargas minerais podem se depositar no fundo.
- Encolhimento: Os moldes de silicone curados por estanho sofrem um encolhimento gradual ao longo do tempo. A taxa de encolhimento pode ser afetada pelo material de fundição e pelo design do molde.
Avisos Importantes de Uso
Apenas para Uso Industrial: Este produto NÃO é adequado para aplicações alimentícias, odontológicas ou de contato com a pele devido ao potencial de lixiviação e subprodutos do catalisador.
Solução de Problemas e Dicas
Enfrentando problemas com bolhas ou encolhimento? Confira nossos guias especializados:
5. Precauções de Segurança
Durante a cura, os silicones de condensação liberam subprodutos (ex: álcool). Use em uma área bem ventilada. Mantenha fora do alcance das crianças.
- Ventilation: Garanta ventilação adequada para dispersar os vapores liberados durante a cura. Se a ventilação for insuficiente, recomenda-se proteção respiratória.
- EPIs: Use óculos de segurança e luvas impermeáveis (nitrila/butil) para evitar o contato com a pele e os olhos.
- Contato com a Pele: Lave bem com água e sabão. Procure orientação médica se a irritação persistir.
- Contato com os Olhos: Lave os olhos com água abundante por 15 minutos e procure atendimento médico.
- Inalação: Mova-se para um local com ar fresco. Procure atendimento médico se ocorrerem sintomas como tontura ou irritação.
- Ingestão: Não induza o vômito. Enxágue a boca e procure atendimento médico imediatamente.
6. Armazenamento e Vida Útil
- Condições de Armazenamento
- Armazene em local fresco, seco e bem ventilado em temperatura ambiente (15–25°C / 60–77°F). Mantenha longe do calor e da luz solar direta.
- Vida Útil
- 12 meses a partir da data de fabricação quando armazenado corretamente. Altas temperaturas podem reduzir a vida útil.
- Recipientes Abertos
- Feche bem imediatamente após o uso para evitar vazamentos e proteger o catalisador da umidade (hidrólise).







