




1. Beschreibung
Diese Serie von hartem kondensationsvernetzendem Silikon, auch bekannt als Zinn-Silikon, ist ein Hochleistungs-2-Komponenten-Silikon, das für Anwendungen entwickelt wurde, die maximale Steifigkeit und Dimensionsstabilität erfordern. Es besteht aus einer weißen oder transluzenten Basis (Teil A) und einem Katalysator auf Zinnbasis (Teil B), der bei Raumtemperatur durch Reaktion mit der Luftfeuchtigkeit aushärtet.
Wenn es im Gewichtsverhältnis von 100:2 bis 100:4 gemischt wird, härtet es zu einem starren, verformungsbeständigen Gummi aus. Obwohl es eine überlegene Stabilität für Präzisionsteile bietet, hat es eine geringere Reißfestigkeit im Vergleich zur mittelharten Serie, weshalb es sich am besten für Blockformen mit wenigen Hinterschneidungen eignet.

2. Eigenschaften
- Hohe Härte & Steifigkeit: Härtet zu einem festen Gummi (35-40 Shore A) aus, der Verformungen unter Druck widersteht und sicherstellt, dass das Gussteil präzise Abmessungen beibehält.
- Dimensionsstabilität: Zeigt minimale Verformung während des Gießprozesses, ideal für die Reproduktion mechanischer Teile, die enge Toleranzen erfordern.
- Detailwiedergabe: Trotz seiner Härte weist das Material eine hervorragende Fließfähigkeit auf und stellt sicher, dass feine Details und Texturen vom Urmodell erfasst werden.
- Hitzebeständigkeit: Hält Temperaturen bis zu 200°C (392°F) stand, geeignet für das Gießen von exothermen Harzen und Legierungen mit niedrigem Schmelzpunkt.
- Hervorragende Trenneigenschaften: Die natürlichen Anti-Haft-Eigenschaften reduzieren den Bedarf an Trennmitteln erheblich und sorgen für saubere Abgüsse.

3. Anwendungen
Diese Serie wurde speziell für Anwendungen entwickelt, bei denen Formsteifigkeit und Präzision an erster Stelle stehen. Ihre hohe Stabilität macht sie zur idealen Wahl für die Reproduktion von Prototypen und Industrieteilen, bei denen Verformungen eliminiert werden müssen.
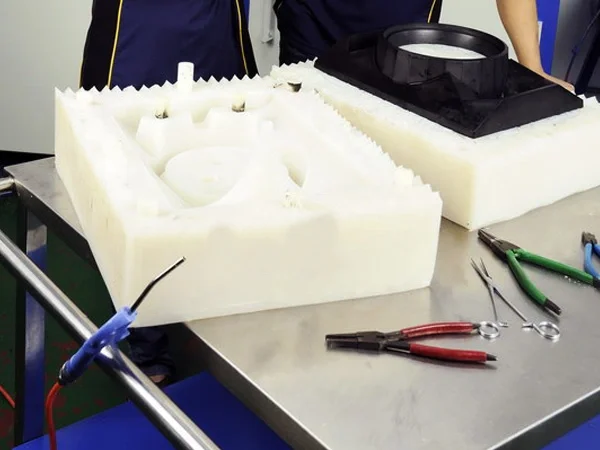
- Rapid Prototyping: Die bevorzugte Wahl für die Herstellung von Prototypenformen in der Automobil- und Elektronikindustrie, z. B. für Lampengehäuse, Konsolenboxen und Geräteteile.
- Vakuumguss: Seine Steifigkeit hält dem Vakuumdruck stand, ohne zu kollabieren, und gewährleistet eine genaue Reproduktion von PU-Harzteilen.
- Zement- & Keramikguss: Bietet die notwendige Unterstützung für schwere Gießmaterialien wie Zement und Keramik und verhindert eine Verformung der Form.
- Dünnwandiges Prototyping: Ideal zum Gießen dünnwandiger Teile, bei denen eine weichere Form die Geometrie des Produkts verzerren könnte.

Prototyp Vakuumguss
Dünnwandiges Prototyping

Zement-Silikonform

Keramik-Silikonform
4. Verarbeitungshinweise
- Chargenkonsistenz: Für konsistente Ergebnisse verwenden Sie immer Teil A und Teil B aus derselben Charge. Das Mischen von Komponenten aus verschiedenen Chargen erfordert Benutzertests zur Bestätigung der Kompatibilität.
- Mischungsverhältnis: Wiegen Sie Teil A und Teil B genau ab. Das empfohlene Verhältnis beträgt 100:2 bis 100:4 nach Gewicht.
- Einfluss des Katalysators: Die Verwendung von überschüssigem Katalysator (>100:5) zur Beschleunigung der Aushärtung kann dazu führen, dass die Form spröde wird und ihre Lebensdauer verkürzt wird.
- Mischvorgang: Mischen Sie gründlich und kratzen Sie dabei die Seiten und den Boden des Behälters ab. Bei Verwendung von weißem Silikon rühren Sie Teil A vor Gebrauch um, da sich Füllstoffe absetzen können.
- Schrumpfung: Formen aus zinnvernetzendem Silikon unterliegen im Laufe der Zeit einer allmählichen Schrumpfung. Die Schrumpfungsrate kann durch das Gießmaterial und das Formdesign beeinflusst werden.
Wichtige Warnhinweise zur Verwendung
Nur für den industriellen Gebrauch: Dieses Produkt ist aufgrund möglicher Auswaschungen und Katalysator-Nebenprodukte NICHT für Lebensmittel-, Dental- oder Hautkontakt-Anwendungen geeignet.
Fehlerbehebung & Lösungen
Haben Sie Probleme mit Blasen oder Schrumpfung? Schauen Sie sich unsere Expertenanleitungen an:
5. Sicherheitsvorkehrungen
Während der Aushärtung setzen kondensationsvernetzende Silikone Nebenprodukte (z. B. Alkohol) frei. In einem gut belüfteten Bereich verwenden. Außerhalb der Reichweite von Kindern aufbewahren.
- Belüftung: Sorgen Sie für ausreichende Belüftung, um die während der Aushärtung freigesetzten Dämpfe zu verteilen. Bei unzureichender Belüftung wird Atemschutz empfohlen.
- PSA: Tragen Sie eine Schutzbrille und flüssigkeitsdichte Handschuhe (Nitril/Butyl), um Haut- und Augenkontakt zu vermeiden.
- Hautkontakt: Gründlich mit Wasser und Seife waschen. Bei anhaltender Reizung einen Arzt aufsuchen.
- Augenkontakt: Augen 15 Minuten lang mit Wasser spülen und einen Arzt aufsuchen.
- Einatmen: An die frische Luft bringen. Bei Symptomen wie Schwindel oder Reizung einen Arzt aufsuchen.
- Verschlucken: Kein Erbrechen herbeiführen. Mund ausspülen und sofort ärztliche Hilfe suchen.
6. Lagerung & Haltbarkeit
- Lagerbedingungen
- An einem kühlen, trockenen, gut belüfteten Ort bei Raumtemperatur (15–25°C / 60–77°F) lagern. Vor Hitze und direkter Sonneneinstrahlung schützen.
- Haltbarkeit
- 12 Monate ab Herstellungsdatum bei ordnungsgemäßer Lagerung. Hohe Temperaturen können die Haltbarkeit verringern.
- Geöffnete Behälter
- Nach Gebrauch sofort wieder verschließen, um Auslaufen zu verhindern und den Katalysator vor Feuchtigkeit (Hydrolyse) zu schützen.







