Vakuumguss-Silikon bezieht sich auf eine Reihe von Zwei-Komponenten-Silikonen (RTV-2), einschließlich sowohl kondensationsvernetzender als auch additionsvernetzender Systeme, die speziell für die Rapid-Prototyping-Industrie entwickelt wurden. Diese Produktlinie konzentriert sich auf Typen mit hoher Härte und hoher Festigkeit, die für die Herstellung langlebiger Formen unerlässlich sind, die den Belastungen des Vakuumgusses standhalten.
Geschätzt für ihre außergewöhnliche Detailwiedergabe (hohe Wiedergabegenauigkeit) und zuverlässigen Entformungseigenschaften, ermöglichen diese Silikone die präzise Kleinserienfertigung von Prototypenteilen unter Verwendung von Polyurethan (PU)-Harzen, die echte Produktionskunststoffe wie ABS, PC und Nylon simulieren.

Warum hohe Härte?
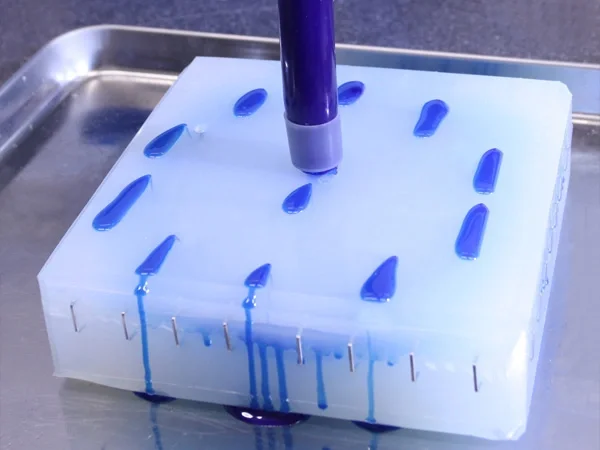
Vakuumgussformen erfordern eine überragende Dimensionsstabilität, um genaue Toleranzen unter Vakuumdruck aufrechtzuerhalten. Unsere Serie mit hoher Härte (35-50 Shore A) stellt sicher, dass die Formwände während der Injektion von PU-Harzen nicht kollabieren oder sich verformen, was die geometrische Genauigkeit Ihrer Prototypen garantiert.
EIGENSCHAFTEN
Dimensionsstabilität
Widersteht Verformung.
Hohe Härte
35-50 Shore A Stabilität.
Hohe Wiedergabegenauigkeit
Außergewöhnliche Detailwiedergabe.
Hitzebeständigkeit
Hält Harz-Exothermie stand.
Hohe Festigkeit
Langlebig für mehrere Abgüsse.
Einfaches Entformen
Zuverlässige Trenneigenschaften.
Transparenz-Optionen
Transluzente Sorten verfügbar.
Duale Systeme
Kondensations- & Additions-Optionen.
ANWENDUNGEN
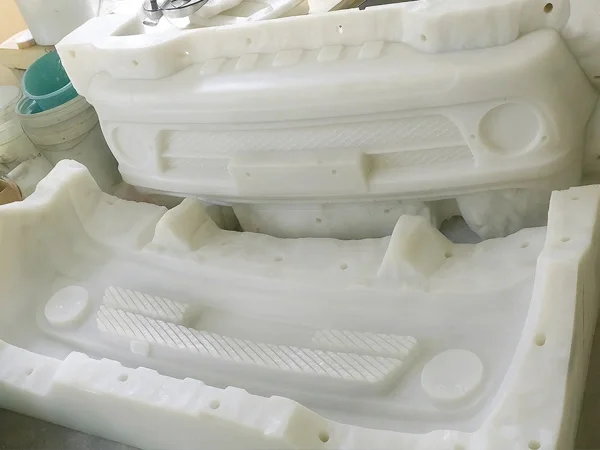
Vakuumguss-Silikon ist das Standard-Formbaumaterial für Rapid-Prototyping-Anwendungen. Es wird häufig verwendet, um kleine Chargen von industriellen und kommerziellen Teilen mit feinen Details und ausgezeichneter Oberflächenbeschaffenheit herzustellen. Typische Anwendungen sind Armaturenbretter und Kühlergrills für Kraftfahrzeuge, Gehäuse für Unterhaltungselektronik und medizinische Geräte.
Es ist kompatibel mit einer Vielzahl von Polyurethan (PU)-Harzen, die Produktionskunststoffe simulieren, wie ABS-ähnliche, POM-ähnliche, PC-ähnliche (transparent), TPE-ähnliche (elastisch) und glasgefüllte Nylon-ähnliche Harze.


TECHNISCHE DATEN
| Produktname | Farbe | Härte | Mischungsverhältnis | Viskosität | Topfzeit | Aushärtezeit | Reißfestigkeit |
|---|---|---|---|---|---|---|---|
| RTV-3135 | Weiß | 35 A | 100A:3B | 18.000 cps | 40 Min. | 11 Std. | 23 N/mm |
| RTV-3140 | Weiß | 38 A | 100A:3B | 18.000 cps | 40 Min. | 12 Std. | 21 N/mm |
| RTV-3235 | Transluzent | 35 A | 100A:3B | 18.000 cps | 40 Min. | 11 Std. | 24 N/mm |
| RTV-3240 | Transluzent | 37 A | 100A:3B | 18.000 cps | 40 Min. | 12 Std. | 22 N/mm |

| Produktname | Farbe | Härte | Mischungsverhältnis | Viskosität | Topfzeit | Aushärtezeit | Reißfestigkeit |
|---|---|---|---|---|---|---|---|
| RTV-4140 | Transluzent | 40 A | 1A:1B | 4.800 cps | 35 Min. | 5 Std. | 32 N/mm |
| RTV-4145 | Transluzent | 45 A | 1A:1B | 8.500 cps | 35 Min. | 5 Std. | 30 N/mm |
| RTV-4150 | Transluzent | 50 A | 1A:1B | 70.000 cps | 35 Min. | 6 Std. | 28 N/mm |
| RTV-5140 | Transparent | 40 A | 1A:1B | 60.000 cps | 45 Min. | 10 Std. | 14 N/mm |
| RTV-5240 | Transparent | 40 A | 10A:1B | 80.000 cps | 45 Min. | 10 Std. | 14 N/mm |
Allgemeine Verarbeitungshinweise
- Konsistenz: Verwenden Sie immer Teil A und Teil B aus demselben Set und derselben Charge.
- Vorher testen: Es wird dringend empfohlen, einen kleinen Test durchzuführen, um die Kompatibilität zu bestätigen, bevor Sie ein großes Projekt beginnen.
- Vakuumentgasung: Vakuumentgasung ist ein Standardverfahren für Rapid Prototyping, um blasenfreie Formen zu gewährleisten.
Wichtige Systemwarnungen
Für Kondensationsvernetzende Systeme (RTV-3xxx):
Hydrolyserisiko: Verschließen Sie den Behälter mit dem Katalysator (Teil B) sofort nach Gebrauch. Längerer Kontakt mit Luft führt zur Hydrolyse des Zinnkatalysators (Krustenbildung), was zu Aushärtungsfehlern führt.
Für Additionsvernetzende Systeme (RTV-4/5xxx):
Inhibierungsrisiko: Hochempfindlich gegenüber Verunreinigungen. Vermeiden Sie den Kontakt mit Schwefel (Latexhandschuhe, Tone), Zinnverbindungen und Aminen. Stellen Sie sicher, dass alle Werkzeuge sauber sind.
Sicherheitsvorkehrungen
- Belüftung: Kondensationsvernetzende Systeme setzen Nebenprodukte (Alkohol) frei und haben einen Geruch; immer in gut belüfteten Bereichen verwenden.
- Handhabung: Tragen Sie Vinylhandschuhe. Additionsvernetzende Systeme sind geruchlos und ungiftig, es sollten jedoch die üblichen Hygienemaßnahmen eingehalten werden.
- Kinder: Bewahren Sie alle chemischen Produkte außerhalb der Reichweite von Kindern auf.
Lagerung & Haltbarkeit
- Lagerbedingungen
- An einem kühlen, trockenen Ort (15–25°C) lagern. Vor direkter Sonneneinstrahlung schützen.
- Haltbarkeit
- 12 Monate ab Herstellungsdatum bei ordnungsgemäßer Lagerung. Die Lagerung bei höheren Temperaturen kann die nutzbare Haltbarkeit verkürzen.
- Geöffnete Behälter
- Sofort wieder verschließen, um Verunreinigungen und Feuchtigkeitseintritt zu verhindern.
