



1. Beschreibung
Diese Serie von hartem additionsvernetzendem Silikon, auch bekannt als Platin-Silikon, ist ein hochwertiges 2-Komponenten-Silikon, das für seine hervorragende Dimensionsstabilität und hohe Festigkeit bekannt ist. Es besteht aus Teil A und Teil B, die als transluzente, viskose Flüssigkeiten geliefert werden.
Wenn es im Gewichtsverhältnis von 1:1 gemischt wird, härtet es bei Raumtemperatur zu einem starren Gummi aus oder kann durch Wärme beschleunigt werden. Es ist die erste Wahl für die Herstellung robuster, nicht verformbarer Formen, die im Rapid Prototyping, in der Verbundwerkstoffherstellung und im hochpräzisen Industrieguss verwendet werden.

2. Eigenschaften
- Einfache Handhabung: Bequemes Mischverhältnis von 1:1 nach Gewicht (empfohlen) oder Volumen.
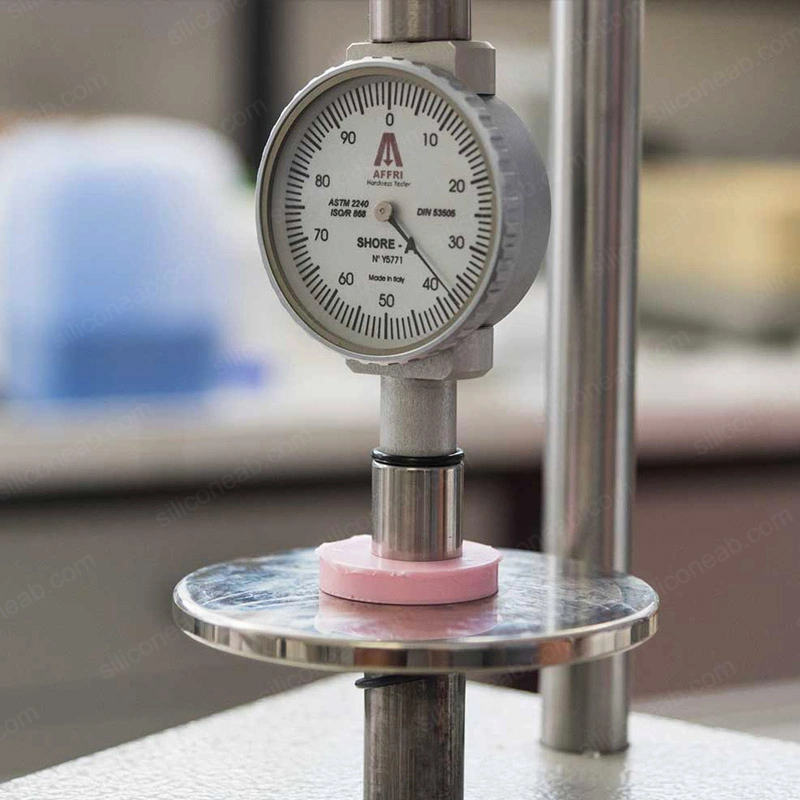
- Hohe Steifigkeit: Die hohe Härte (40-50 Shore A) stellt sicher, dass die Form unter Druck ihre Form behält.
- Dimensionsstabilität: Ausgezeichneter Widerstand gegen Verformung, entscheidend für Präzisionsteile.
- Extrem geringe Schrumpfung: Minimale Schrumpfung (≤0,1%) gewährleistet eine genaue Reproduktion der Abmessungen.
- Sauber & Sicher: Das Platin-Vernetzungssystem erzeugt keine Nebenprodukte; geruchlos und ungiftig.
- Hitzebeständigkeit: Beständig bis 250°C (482°F), geeignet für exotherme Harze.

3. Anwendungen
Diese Serie wurde für industrielle Anwendungen entwickelt, bei denen Formsteifigkeit an erster Stelle steht. Sie widersteht Verformungen während des Gießens und ist daher ideal für:
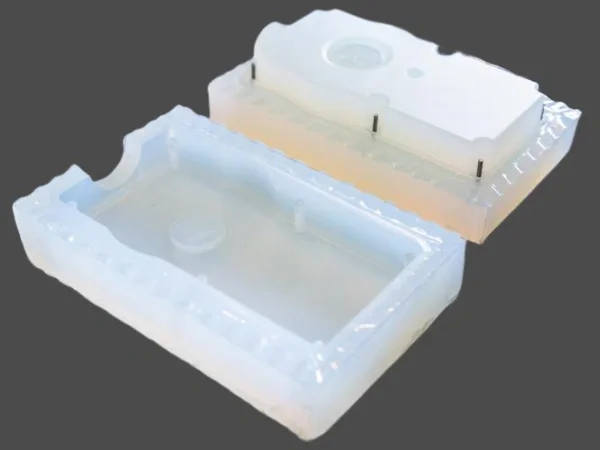
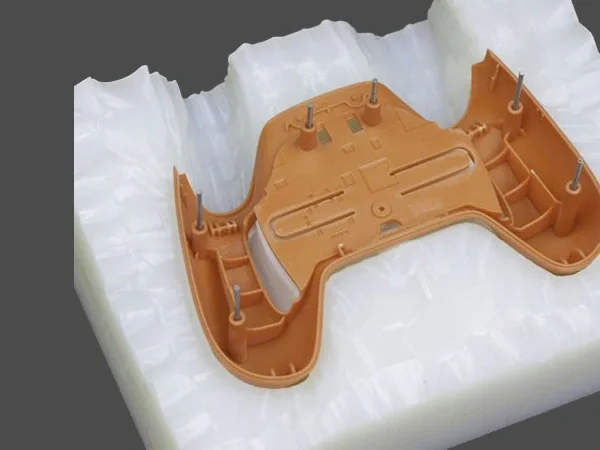
- Vakuumguss (Rapid Prototyping): Erstellung präziser Silikonformen für die Kleinserienfertigung unter Verwendung von PU-Harzen (ABS-ähnlich, PC-ähnlich, Nylon-ähnlich). Ihre Steifigkeit ist entscheidend für das Gießen dünnwandiger Teile (z. B. Elektronikgehäuse) ohne Verzerrung.
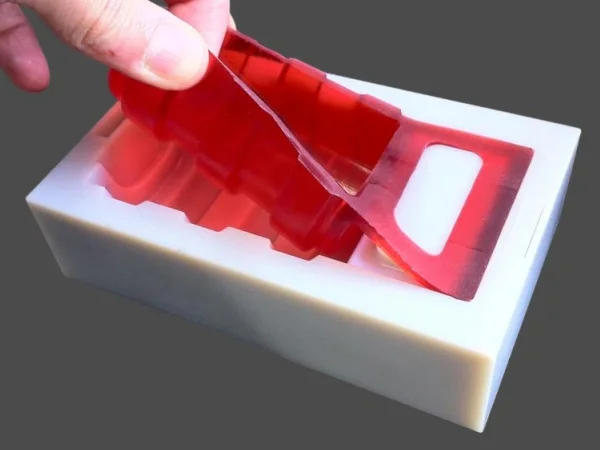
- Harzguss: Ideal zum Gießen von Teilen aus Epoxidharz, Polyurethan (PU)-Harz und Polyesterharz, die eine hohe Maßgenauigkeit erfordern.
- Bau & Dekor: Erstellung starrer Formen für schwere Gießmaterialien wie Beton, Zement und kulturelle Ziegelsteine (Verblendsteine).
Rapid Prototyping
PU-Kautschuk Gießen
Dünnwandiger Guss

Beton-/Ziegelform
4. Verarbeitungshinweise
- Chargenkonsistenz: Verwenden Sie immer Teil A und Teil B aus demselben Set und derselben Charge. Wenn Sie Komponenten aus verschiedenen Chargen mischen, führen Sie zuerst einen kleinen Test durch, um die Kompatibilität sicherzustellen.
- Kompatibilitätstest: Es wird dringend empfohlen, einen kleinen Test durchzuführen, um die Kompatibilität mit Ihren spezifischen Materialien zu bestätigen, bevor Sie ein großes Projekt beginnen.
- Mischbedingungen: Für optimale Ergebnisse mischen und härten Sie zwischen 20-30°C (68-86°F) bei einer relativen Luftfeuchtigkeit unter 50%.
- Temperaturgrenzen: Nicht bei Temperaturen unter 15°C (60°F) verwenden, da die Aushärtung unvollständig oder erheblich verzögert sein kann.
Warnung vor Vernetzungsstörungen (Inhibierung)
Der Platinkatalysator ist empfindlich gegenüber Verunreinigungen. Stellen Sie sicher, dass alle Werkzeuge und Modelle sauber sind. Vermeiden Sie den Kontakt mit Schwefel (Tone, Latexhandschuhe), Zinn (Kondensationssilikone), Aminen (Epoxidharze) und 3D-gedrucktem UV-Harz (SLA/DLP), da diese die Aushärtung verhindern und eine klebrige Oberfläche hinterlassen.
Fehlerbehebung & Lösungen:
5. Sicherheitsvorkehrungen
Unter normalen Lager- und Handhabungsbedingungen ist dieses Produkt stabil und geht keine gefährlichen Reaktionen ein. Dennoch sollten die üblichen industriellen Hygienepraktiken befolgt werden.
- Allgemein: Außerhalb der Reichweite von Kindern aufbewahren.
- Hautkontakt: Gründlich mit Wasser und Seife waschen.
- Augenkontakt: Mindestens 15 Minuten lang gründlich mit sauberem Wasser spülen und einen Arzt aufsuchen.
- Einatmen: Unter normalen Bedingungen der beabsichtigten Verwendung gilt dieses Material nicht als Gefahr beim Einatmen.
- Verschlucken: Kein Erbrechen herbeiführen. Mund ausspülen und ärztliche Hilfe suchen.
6. Lagerung & Haltbarkeit
- Lagerbedingungen
- An einem kühlen, trockenen Ort bei Raumtemperatur (15-25°C / 60-77°F) lagern. Vor direkter Sonneneinstrahlung, Säuren und Basen schützen.
- Haltbarkeit
- 12 Monate ab Herstellungsdatum bei ordnungsgemäßer Lagerung. Hohe Temperaturen können die Haltbarkeit verkürzen.
- Geöffnete Behälter
- Sofort wieder verschließen, um Verunreinigungen und Feuchtigkeitseintritt zu verhindern.







