



1. 제품 설명
이 고경도 부가형 실리콘 고무(백금 실리콘) 시리즈는 뛰어난 치수 안정성과 높은 강도로 알려진 프리미엄 RTV-2 실리콘 소재입니다. 반투명하고 점성이 있는 액체 상태인 A성분과 B성분으로 공급됩니다.
중량 기준 1:1 비율로 혼합하면 상온에서 단단한 고무로 경화되거나 열을 가해 경화 속도를 높일 수 있습니다. 래피드 프로토타이핑(시제품 제작), 복합 재료 제조 및 고정밀 산업용 캐스팅에 사용되는 견고하고 변형되지 않는 몰드를 만드는 데 최고의 선택입니다.

2. 특징
- 간편한 작업: 중량(권장) 또는 부피 기준의 편리한 1:1 혼합 비율.
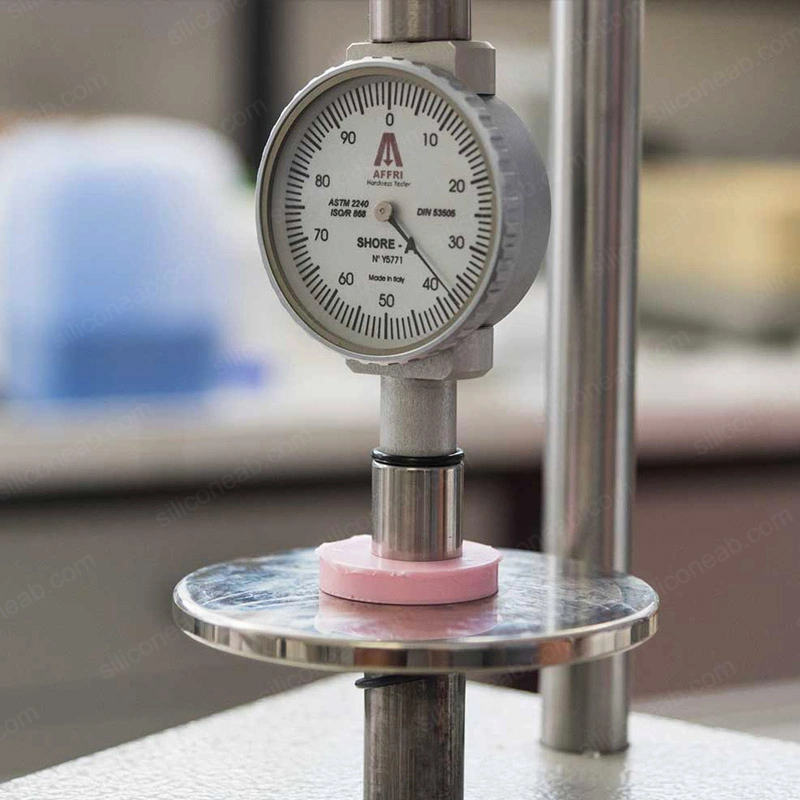
- 높은 강성: 높은 경도(40-50 쇼어 A)로 압력 하에서도 몰드가 형태를 유지합니다.
- 치수 안정성: 정밀 부품에 필수적인 탁월한 변형 저항성.
- 초저수축률: 최소한의 수축(≤0.1%)으로 치수의 정확한 복제를 보장합니다.
- 청결 및 안전: 백금 경화 시스템은 부산물을 생성하지 않으며 무취 및 무독성입니다.
- 내열성: 최대 250°C(482°F)까지 견딜 수 있어 고발열 레진에 적합합니다.

3. 적용 분야
이 시리즈는 몰드의 강성이 무엇보다 중요한 산업 응용 분야를 위해 설계되었습니다. 캐스팅 중 변형에 저항하므로 다음 분야에 이상적입니다:
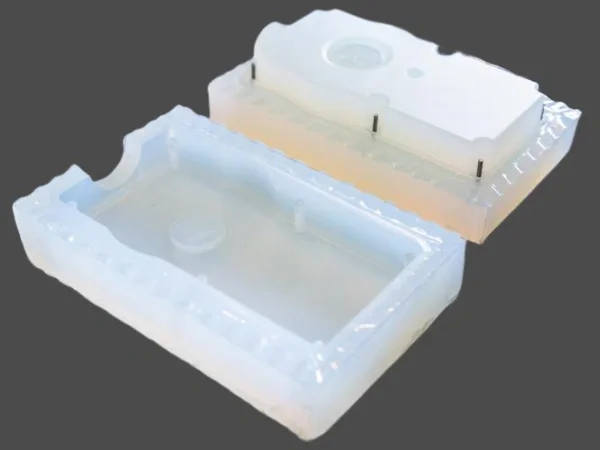
- 진공 주형 (래피드 프로토타이핑): PU 레진(ABS 유사, PC 유사, 나일론 유사)을 사용한 소량 생산용 정밀 실리콘 몰드 제작. 얇은 벽 부품(예: 전자 제품 케이스)을 왜곡 없이 캐스팅하는 데 강성이 필수적입니다.
- 레진 캐스팅: 높은 치수 정확도가 요구되는 에폭시 레진, 폴리우레탄(PU) 레진 및 폴리에스테르 레진 부품 캐스팅에 이상적입니다.
- 건축 및 장식: 콘크리트, 시멘트, 문화석 벽돌과 같은 무거운 캐스팅 재료를 위한 단단한 몰드 제작.
래피드 프로토타이핑
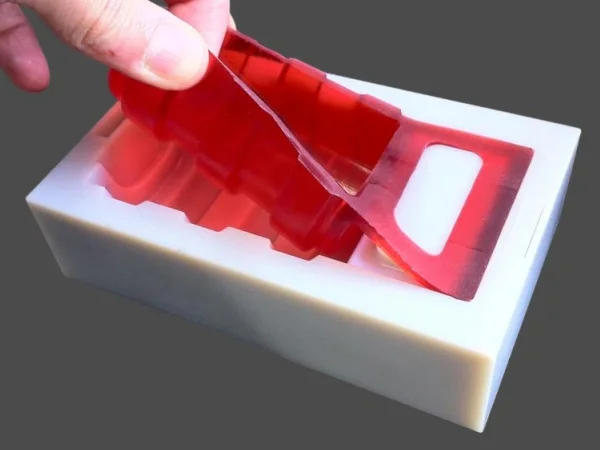
PU 고무 캐스팅
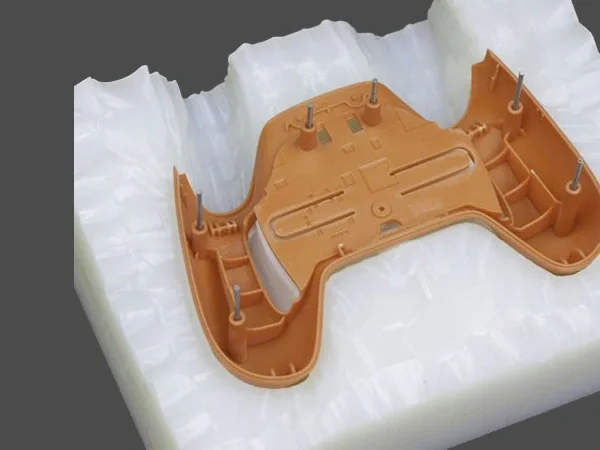
얇은 쉘 캐스팅

콘크리트/벽돌 몰드
4. 작업 참고 사항
- 배치 일관성: 항상 동일한 키트 및 배치의 A성분과 B성분을 사용하십시오. 다른 배치의 성분을 혼합할 경우, 호환성을 확인하기 위해 먼저 소규모 테스트를 수행하십시오.
- 호환성 테스트: 대규모 프로젝트를 시작하기 전에 특정 재료와의 호환성을 확인하기 위해 소규모 테스트를 수행하는 것을 강력히 권장합니다.
- 혼합 조건: 최상의 결과를 위해 상대 습도 50% 미만, 20-30°C(68-86°F) 사이에서 혼합 및 경화하십시오.
- 온도 제한: 15°C(60°F) 미만의 온도에서는 사용하지 마십시오. 경화가 불완전하거나 상당히 지연될 수 있습니다.
경화 저해 경고
백금 촉매는 오염 물질에 민감합니다. 모든 도구와 모델이 깨끗한지 확인하십시오. 황(점토, 라텍스 장갑), 주석(축합형 실리콘), 아민(에폭시 레진), 3D 프린팅 UV 레진(SLA/DLP)과의 접촉을 피하십시오. 이러한 물질은 경화를 방해하고 끈적거리는 표면을 남깁니다.
문제 해결 및 솔루션:
5. 안전 예방 조치
정상적인 보관 및 취급 조건에서 이 제품은 안정적이며 위험한 반응을 일으키지 않습니다. 그러나 표준 산업 위생 관행을 준수해야 합니다.
- 일반: 어린이의 손이 닿지 않는 곳에 보관하십시오.
- 피부 접촉: 비누와 물로 깨끗이 씻으십시오.
- 눈 접촉: 깨끗한 물로 최소 15분 동안 충분히 씻어내고 의사의 진료를 받으십시오.
- 흡입: 의도된 용도의 정상적인 조건에서 이 물질은 흡입 위험이 없는 것으로 간주됩니다.
- 섭취: 구토를 유도하지 마십시오. 입을 헹구고 의사의 진료를 받으십시오.
6. 보관 및 유효 기간
- 보관 조건
- 직사광선, 산, 염기를 피해 상온(15-25°C / 60-77°F)의 서늘하고 건조한 곳에 보관하십시오.
- 유효 기간
- 적절히 보관할 경우 제조일로부터 12개월. 고온은 유효 기간을 단축시킬 수 있습니다.
- 개봉된 용기
- 오염 및 습기 유입을 방지하기 위해 사용 후 즉시 다시 밀봉하십시오.
유효 기간 경과: 지정된 날짜를 초과하여 보관된 경우 제품을 반드시 사용할 수 없는 것은 아닙니다. 단, 사용 전 성능 확인 테스트가 필요합니다.







