3D 프린팅 기술의 지속적인 발전과 함께, 실리콘 몰드를 제작할 때 UV 레진을 사용하여 마스터 몰드를 제작하는 것이 일반적인 관행이 되었습니다. 그러나 플래티넘 경화 실리콘이 UV 레진 모델과 접촉할 때 UV 광에 의해 완전히 경화되지 않은 경우, 경화 과정이 저해될 수 있습니다. 이 글에서는 UV 레진 모델로 인해 발생하는 부가형 실리콘의 경화 저해에 대한 해결책을 제시합니다.
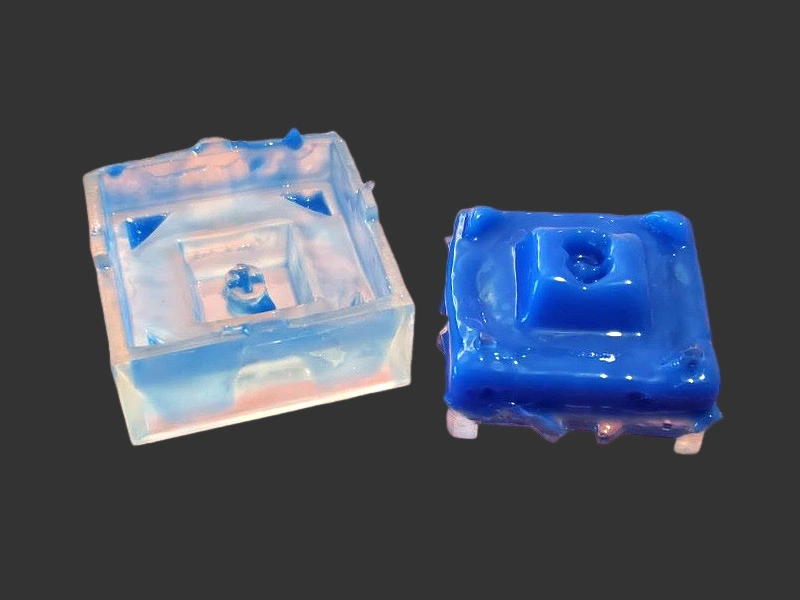 경화 저해 실리콘
경화 저해 실리콘
원인 분석
UV 레진은 3D 프린팅에 자주 사용되는 재료이며, UV 광에 노출되면 빠르게 경화됩니다. 분석에 따르면, 3D 프린팅으로 제작된 모델에서 포스핀 산화물 광개시제의 불완전한 경화가 플래티넘 촉매 중독을 유발할 수 있으며, 이는 SLA 레진 재료에서 흔히 발생하는 문제입니다. 그러나 광개시제는 후경화 처리로 제거할 수 있습니다.
UV 레진 경화 원리
SLA(광경화) 프린팅 과정에서는 특정 영역에 레이저를 조사하여 레진 재료의 경화를 유도합니다. 이 단계가 완료되면 전체 물체는 완성된 것으로 간주됩니다. 그러나 인쇄된 레진 물체는 이 단계에서 완전히 경화되지 않습니다. 이 현상을 이해하기 위해서는 UV 레진이 액체 상태에서 고체 상태로 전환되는 원리를 알아야 합니다.
액체 레진은 다양한 유리 단량체와 광개시제의 혼합물로 구성되어 있습니다. UV 광에 노출되면 광개시제가 반응하여 유리 단량체가 결합하고 가교를 형성하여 고체화됩니다. 그러나 이것은 초기 경화 단계일 뿐이며, 많은 영역이 원하는 가교 정도에 도달하지 못할 수 있습니다. 따라서 후경화는 인쇄된 물체의 최종 성능에 중요한 영향을 미치지만, SLA 프린팅에서는 종종 간과됩니다.
따라서 부가형 실리콘은 대부분의 SLA 3D 프린팅 모델에 적합하지만, 인쇄된 모델이 완전히 경화되는 것이 중요합니다. 그러나 대부분의 3D 프린팅 UV 레진 모델의 경우, 완전히 경화되지 않아 부가형 실리콘을 직접 부으면 끈적이고 경화되지 않은 결과를 초래합니다. 이 문제를 해결하기 위해 네 가지 해결책을 제시합니다.
1. 표면 처리
3D 프린팅된 물체를 이소프로필 알코올(91%) 또는 에탄올에 담가 모델 표면의 미경화 레진 잔여물을 제거합니다. 그런 다음 식기 세정제나 비누로 모델을 세척하고 물로 충분히 헹굽니다. 마지막으로 모델을 공기 중에 건조시키고 열 건조(권장 온도: 80-90°C, 시간: 3-5분)하여 경화 과정을 완료합니다.
평가: 이소프로필 알코올은 미경화 광경화 레진을 분해할 수 있기 때문에 사용됩니다.
2. 후경화
UV 레진 모델은 열과 빛에 노출될 때 더 나은 경화 효과를 얻을 수 있습니다. 사실, 햇빛도 UV 광원의 하나입니다. 충분한 시간이 있다면 모델을 UV 광 또는 직사광선에 노출시키는 것이 경화에 도움이 됩니다. 경화 시간은 모델의 노출 정도에 따라 다를 수 있습니다. 모든 영역이 UV 광 또는 직사광선에 노출되어 완전히 경화되도록 하는 것이 중요합니다.
평가: 위에서 언급한 두 가지 방법을 결합하여 사용할 수 있으며, 세척 및 후경화 단계를 2-3회 반복하는 것도 가능합니다.
3. 프라이머
프라이머(니트로셀룰로오스 프라이머, 투명 아크릴 페인트, 인히빗 X 등)를 얇고 균일하게 모델 표면에 도포합니다. 도포 후 프라이머가 경화되면 보호막을 형성하여 미경화 광개시제와 부가형 실리콘 간의 상호 작용을 방지합니다.
평가: 이 방법은 복잡한 언더컷(깊은 영역, 기이한 각도)을 가진 모델에 특히 효과적입니다. 하지만 이 방법은 캐스트 몰드의 약간의 치수 편차를 초래할 수 있습니다.
4. 대체
UV 레진 모델을 위해 축합형 실리콘으로 실리콘 몰드를 먼저 만듭니다. 프로젝트에서 약간의 수축이 허용되는 경우, 축합형 실리콘을 직접 사용하여 몰드를 만들 수 있습니다. 이는 UV 레진 경화 저해에 영향을 받지 않습니다.
그런 다음, 축합형 실리콘 몰드를 사용하여 에폭시 레진 모델을 주조합니다. 이는 원본 UV 레진 모델과 일치하는 에폭시 레진 모델을 생성합니다. 에폭시 레진을 반드시 사용해야 하는 것은 아니며, 다른 적절한 재료를 선택할 수도 있습니다. 하지만 선택한 재료가 부가형 실리콘의 경화 과정을 방해하지 않는 것이 중요합니다.
마지막으로, 에폭시 레진 모델을 마스터 몰드로 사용하여 부가형 실리콘을 사용하여 실리콘 몰드를 만듭니다.
평가: 축합형 실리콘은 부가형 실리콘보다 약간 더 높은 수축률을 보이며, 점도가 더 높아 응용 시 탈기 처리를 위해 진공 펌프를 사용해야 합니다.
이 해결책들은 제안일 뿐입니다. 사용하는 실리콘 및 3D 프린팅 재료에 따라 특정 해결책이 다를 수 있습니다. 따라서 실제 테스트를 통해 프로젝트에 가장 적합한 해결책을 확인하는 것이 필요합니다.



