Con il continuo progresso della tecnologia di stampa 3D SLA, è diventata una pratica comune utilizzare stampanti 3D per costruire modelli master in resina UV per la creazione di stampi in silicone. Tuttavia, quando il silicone per addizione (al platino) entra in contatto con modelli in resina UV che non sono stati completamente polimerizzati dalla luce UV, il processo di indurimento può essere inibito. Questo articolo fornirà soluzioni all'inibizione della polimerizzazione del silicone al platino causata dai modelli in resina UV.
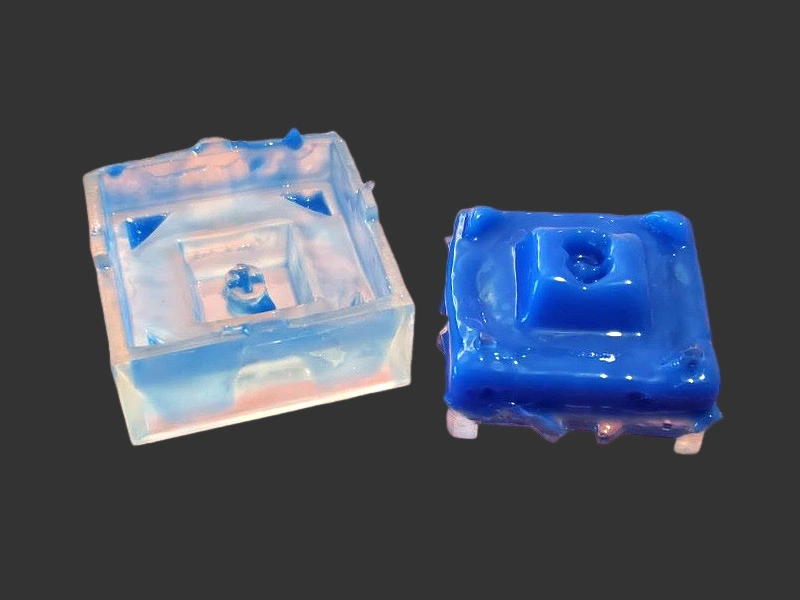 silicone con inibizione della polimerizzazione
silicone con inibizione della polimerizzazione
Analisi della Causa
La resina UV è un materiale comune nella stampa 3D che solidifica rapidamente sotto l'esposizione alla luce ultravioletta. Le analisi indicano che nei modelli stampati in 3D, la polimerizzazione incompleta dei fotoiniziatori all'ossido di fosfina può causare l'avvelenamento del catalizzatore al platino, un problema diffuso nei materiali in resina SLA. Tuttavia, i fotoiniziatori possono essere eliminati attraverso un trattamento di post-polimerizzazione.
Principio di Polimerizzazione della Resina UV
Nel processo di stampa SLA (Stereolitografia), un laser viene diretto su aree specifiche della resina liquida per avviarne l'indurimento. Una volta completato questo passaggio, l'oggetto stampato è considerato finito, ma non è ancora completamente polimerizzato. Per comprendere questo fenomeno, è necessario approfondire il principio del passaggio dallo stato liquido a quello solido nella resina UV.
La resina liquida è composta da una miscela di vari monomeri liberi e fotoiniziatori. Quando esposti alla luce ultravioletta (UV), i fotoiniziatori subiscono una reazione che spinge i monomeri a combinarsi e reticolare, portando alla solidificazione. Tuttavia, questa rappresenta solo la fase iniziale: molte aree potrebbero non raggiungere il grado di reticolazione desiderato. Pertanto, la post-polimerizzazione ha un impatto significativo sulle prestazioni finali dell'oggetto, ma viene spesso trascurata nella stampa SLA.
Pertanto, il silicone per addizione è adatto per la maggior parte dei modelli stampati in 3D SLA, a patto che siano completamente polimerizzati. Tuttavia, poiché la maggior parte dei modelli in resina UV stampati in 3D non lo è, versarvi direttamente il silicone al platino risulterà in un prodotto appiccicoso e non indurito. Per risolvere questo problema, abbiamo fornito quattro soluzioni di riferimento.
1. Trattamento Superficiale
Immergere l'oggetto stampato in 3D in alcol isopropilico (91%) o etanolo e lasciarlo a bagno per 10-15 minuti per rimuovere eventuali residui di resina non polimerizzata dalla superficie del modello. Successivamente, pulire il modello con un bagno di acqua e sapone o detersivo per piatti, seguito da un accurato risciacquo con acqua. Infine, asciugare all'aria il modello e completare la polimerizzazione mediante essiccazione termica (raccomandata a 80-90°C per 3-5 minuti).
Valutazione: L'alcol isopropilico viene utilizzato perché ha la capacità di decomporre la resina fotopolimerica non indurita.
2. Post-Polimerizzazione
I modelli in resina UV ottengono migliori effetti di polimerizzazione se esposti sia al calore che alla luce. In effetti, anche la luce solare è una fonte valida di raggi UV. Se si ha abbastanza tempo, posizionare il modello sotto una lampada UV o alla luce solare diretta può aiutare il processo di polimerizzazione. Il tempo di polimerizzazione può variare per diversi modelli, a seconda del livello di esposizione alla luce UV o alla luce solare diretta nelle diverse aree del modello. È importante assicurarsi che tutte le aree del modello siano esposte alla luce UV o alla luce solare diretta per una polimerizzazione completa.
Valutazione: I due metodi sopra menzionati possono essere usati in combinazione, ed è anche possibile ripetere i passaggi di pulizia e post-polimerizzazione 2-3 volte.
3. Primer (Strato Isolante)
Il metodo si basa sul principio di applicare uno strato sottile e uniforme di primer (come primer alla nitrocellulosa, vernice acrilica trasparente, Inhibit X, ecc.) sulla superficie del modello, tramite strofinamento, immersione o spruzzatura. Dopo l'indurimento, il primer forma uno scudo protettivo sulla superficie, agendo come una barriera. Questo impedisce qualsiasi interazione tra il fotoiniziatore non polimerizzato sul modello e il silicone per addizione, prevenendo efficacemente l'inibizione della polimerizzazione.
Valutazione: Questo metodo è particolarmente efficace per modelli con sottosquadri intricati (aree profonde, angoli acuti) poiché esporre queste regioni incassate a una fonte di luce UV può essere difficile. Tuttavia, vale la pena notare che questo metodo potrebbe portare a lievi deviazioni dimensionali nello stampo colato.
4. Sostituzione
Per prima cosa, create uno stampo in silicone utilizzando il silicone per condensazione (allo stagno) per il modello in resina UV. Tuttavia, se il progetto consente un certo grado di ritiro, è possibile utilizzare direttamente il silicone per condensazione per realizzare lo stampo finale, poiché non è influenzato dall'inibizione della polimerizzazione della resina UV.
Successivamente, colate il modello in resina epossidica utilizzando lo stampo in silicone per condensazione, il che risulterà in un modello in resina epossidica identico all'originale in resina UV. Sebbene non sia obbligatorio utilizzare resina epossidica in questo passaggio, è possibile optare anche per altri materiali adatti. Tuttavia, è importante assicurarsi che il materiale scelto non impedisca il processo di polimerizzazione del silicone al platino.
Infine, utilizzate il modello in resina epossidica come modello master e create lo stampo in silicone utilizzando il silicone per addizione (al platino).
Valutazione: Il silicone per condensazione mostra un tasso di ritiro leggermente superiore rispetto al silicone per addizione e ha una viscosità maggiore, richiedendo l'uso di una pompa a vuoto per il degasaggio durante l'applicazione.
È importante notare che queste soluzioni sono solo suggerimenti. La soluzione specifica può variare a seconda del silicone e dei materiali di stampa 3D impiegati. Pertanto, è necessario convalidare la soluzione più adatta al proprio progetto attraverso test effettivi.