



1. Descrizione
Questa serie di Silicone Morbido per Condensazione, nota anche come Silicone a Condensazione, è un materiale in gomma siliconica RTV-2 a bassa durezza, rinomato per la sua eccezionale morbidezza ed elevata elasticità. È costituita da una base bianca o traslucida (Parte A) e un catalizzatore a base di stagno (Parte B), che polimerizza a temperatura ambiente reagendo con l'umidità atmosferica.
Quando miscelata in un rapporto da 100:2 a 100:4 in peso, forma un silicone flessibile e durevole. È specificamente progettata per applicazioni che richiedono stampi morbidi con profondi sottosquadri, come la produzione di candele, la colata di sapone e il restauro architettonico complesso, dove una facile sformatura è essenziale.

2. Caratteristiche
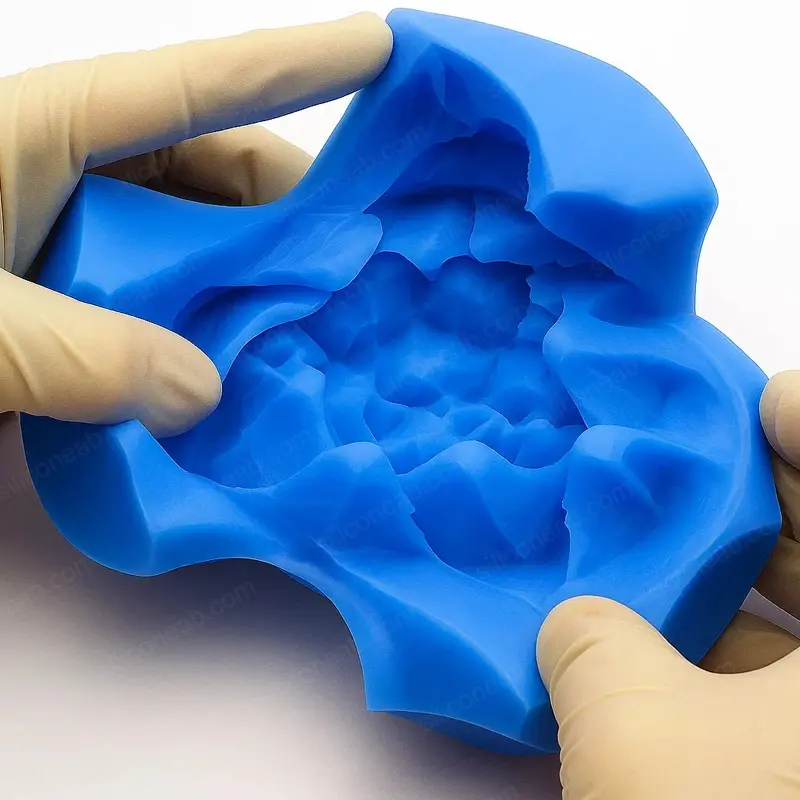
- Eccezionale Morbidezza: La bassa durezza (5-15 Shore A) consente una facile rimozione di colate complesse con profondi sottosquadri senza danneggiare lo stampo o il pezzo.
- Elevata Elasticità: L'eccellente flessibilità assicura che lo stampo ritorni alla sua forma originale dopo la sformatura, riducendo al minimo il rischio di strappi.
- Bassa Viscosità: Il silicone liquido scorre facilmente nei dettagli fini e nelle fessure, facilitando il degasaggio sottovuoto e un'accurata riproduzione della texture.
- Eccellente Rilascio: Le sue naturali proprietà antiaderenti riducono significativamente la necessità di agenti distaccanti per la maggior parte dei materiali da colata.
- Applicazione Versatile: Adatta sia per stampi a colata (blocco) che per la creazione di stampi a pennello (a guscio) aggiungendo un agente tixotropico.
- Polimerizzazione Regolabile: Il tempo di lavorazione e il tempo di cura possono essere modificati regolando il rapporto del catalizzatore (da 100:2 a 100:4) o la temperatura ambiente.

3. Applicazioni
Questa serie è preferita per applicazioni in cui un'eccezionale morbidezza è fondamentale per evitare di danneggiare colate delicate durante la sformatura. È ideale per creare stampi monoblocco in cui il silicone deve essere abbastanza flessibile da essere rivoltata o invertito.
- Stampi per Candele e Saponi: La bassa durezza del materiale consente di invertire facilmente lo stampo (rivoltandolo come un calzino) o di aprirlo flettendolo, facilitando il rilascio di delicate colate in cera e sapone senza rotture.
- Miniature e Artigianato Delicato: Ideale per replicare piccole statuette o oggetti artistici dove uno stampo rigido potrebbe rompere i dettagli delicati del prodotto finale durante l'estrazione.
- Parti con Profondi Sottosquadri: Specificamente progettato per modelli con sottosquadri profondi. L'elevata elasticità permette allo stampo di allungarsi sopra le sporgenze e tornare in forma.
- Restauro Delicato: Perfetto per il calco di manufatti storici fragili, dove il materiale dello stampo deve applicare uno stress minimo al modello originale.
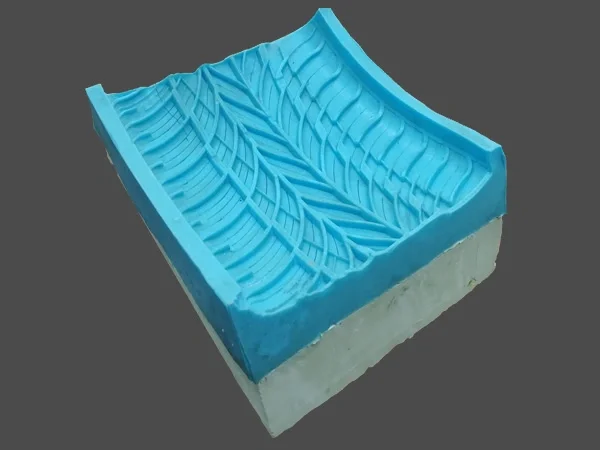
Stampo per Pneumatici
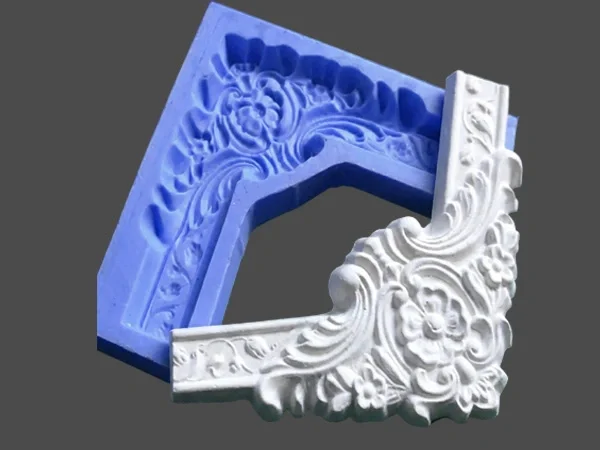
Stampo per Gesso

Stampo per Orso in Resina

Stampo per Suole
4. Note di Lavorazione
- Costanza del Lotto: Per risultati costanti, utilizzare sempre Parte A e Parte B dello stesso lotto. La miscelazione di componenti di lotti diversi richiede test da parte dell'utente per confermarne la compatibilità.
- Rapporto di Miscelazione: Pesare accuratamente la Parte A e la Parte B. Il rapporto raccomandato è da 100:2 a 100:4 in peso.
- Impatto del Catalizzatore: L'uso di catalizzatore in eccesso (>100:5) per accelerare la polimerizzazione può rendere lo stampo fragile e ridurne la durata.
- Processo di Miscelazione: Mescolare accuratamente, raschiando i lati e il fondo del contenitore. Se si utilizza silicone bianco, mescolare la Parte A prima dell'uso poiché i riempitivi potrebbero depositarsi.
- Ritiro: Gli stampi in silicone per condensazione subiscono un graduale ritiro nel tempo. Il tasso di ritiro può essere influenzato dal materiale di colata e dal design dello stampo.
Avvertenze Importanti per l'Uso
Solo per Uso Industriale: Questo prodotto NON è adatto per applicazioni alimentari, dentali o a contatto con la pelle a causa della potenziale lisciviazione e dei sottoprodotti del catalizzatore.
Risoluzione dei Problemi e Soluzioni
Riscontri problemi con bolle o ritiro? Consulta le nostre guide esperte:
5. Precauzioni di Sicurezza
Durante la polimerizzazione, i siliconi per condensazione rilasciano sottoprodotti (es. alcool). Utilizzare in un'area ben ventilata. Tenere fuori dalla portata dei bambini.
- Ventilazione: Garantire un'adeguata ventilazione per disperdere i vapori rilasciati durante la cura. Se la ventilazione è insufficiente, si raccomanda una protezione respiratoria.
- DPI: Indossare occhiali di sicurezza e guanti impermeabili (nitrile/butile) per prevenire il contatto con la pelle e gli occhi.
- Contatto con la Pelle: Lavare accuratamente con acqua e sapone. Consultare un medico se l'irritazione persiste.
- Contatto con gli Occhi: Sciacquare gli occhi con acqua per 15 minuti e consultare un medico.
- Inalazione: Spostarsi all'aria aperta. Consultare un medico se si verificano sintomi come vertigini o irritazione.
- Ingestione: Non indurre il vomito. Sciacquare la bocca e consultare immediatamente un medico.
6. Stoccaggio e Durata di Conservazione
- Condizioni di Stoccaggio
- Conservare in un luogo fresco, asciutto e ben ventilato a temperatura ambiente (15–25°C / 60–77°F). Tenere lontano da fonti di calore e dalla luce solare diretta.
- Durata di Conservazione
- 12 mesi dalla data di produzione se conservato correttamente. Le alte temperature possono ridurre la durata di conservazione.
- Contenitori Aperti
- Richiudere immediatamente dopo l'uso per evitare perdite e proteggere il catalizzatore dall'umidità (idrolisi).







