



1. 製品概要
この軟質縮合型シリコーンゴム(スズ硬化型シリコーンとも呼ばれる)シリーズは、その卓越した柔らかさと高い弾力性で知られる低硬度のRTV-2シリコーン素材です。白色または半透明の基材(A剤)とスズ系触媒(B剤)で構成され、空気中の湿気と反応することで室温で硬化します。
重量比100:2から100:4の比率で混合すると、柔軟で耐久性のあるゴムを形成します。キャンドル製作、石鹸の注型、複雑な建築修復など、深いアンダーカット(逆テーパー)があり、容易な脱型が不可欠な軟質モールドを必要とする用途向けに特別に設計されています。

2. 特徴
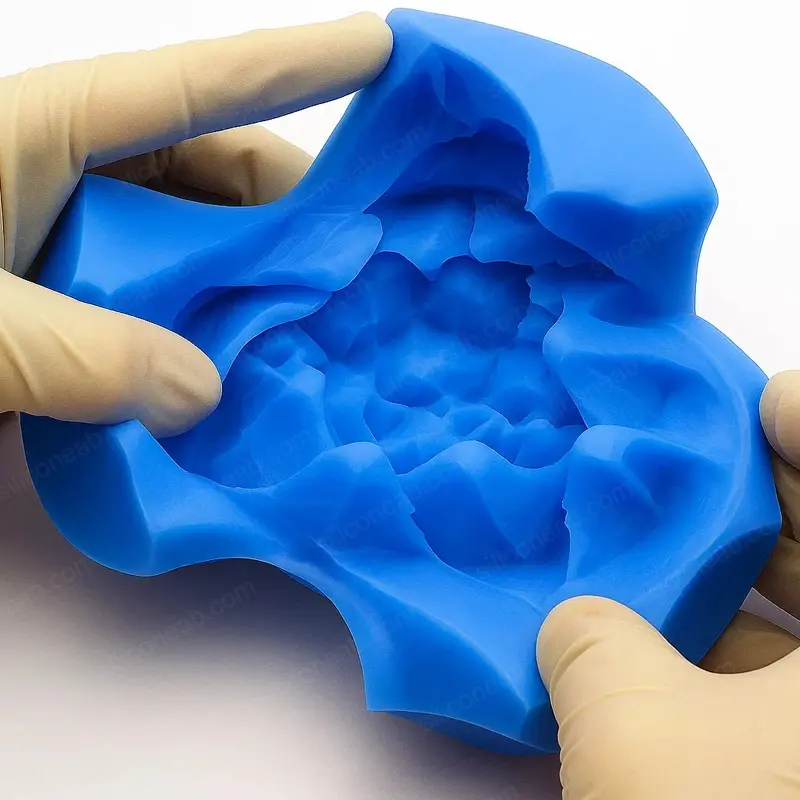
- 卓越した柔らかさ: 低硬度(5-15 Shore A)により、型や成形品を損傷することなく、深いアンダーカットを持つ複雑な成形品を容易に取り外すことができます。
- 高い弾力性: 優れた柔軟性により、脱型後に型が元の形状に戻りやすく、裂けるリスクを最小限に抑えます。
- 低粘度: 液状ゴムが細部や隙間に容易に流れ込むため、真空脱泡がしやすく、テクスチャを正確に再現します。
- 優れた離型性: 本来の非粘着性により、ほとんどの注型材料において離型剤の必要性を大幅に低減します。
- 多用途な適用性: ブロックモールドへの流し込み(ポッティング)と、刷毛塗りによるブランケットモールド(チキソ剤添加による)の両方に適しています。
- 硬化調整が可能: 触媒の比率(100:2-100:4)や周囲温度を調整することで、作業時間と硬化時間を変更できます。

3. 用途
このシリーズは、脱型時に繊細な成形品を損傷しないために卓越した柔らかさが重要な用途で好まれます。ゴムを裏返したり(反転)、めくり上げたりできる柔軟性が求められる一体型モールド(ワンピースモールド)の作成に最適です。
- キャンドル&石鹸モールド: 材料の硬度が低いため、型を簡単に裏返す(内側を外側にする)か、めくり上げることができ、繊細なワックスや石鹸の成形品を破損することなく取り出せます。
- ミニチュア&繊細な工芸品: 硬い型では脱型時に最終製品の繊細な部分が壊れてしまうような、小さなフィギュアや芸術工芸品の複製に最適です。
- 深いアンダーカットのある部品: 深いアンダーカットを持つモデル向けに特別に設計されています。高い弾力性により、型が突起物を乗り越えて伸び、元の形状に戻ります。
- 繊細な修復作業: 型取り材料が元のモデルに対して最小限のストレスしか与えてはならない、壊れやすい歴史的遺物の型取りに最適です。
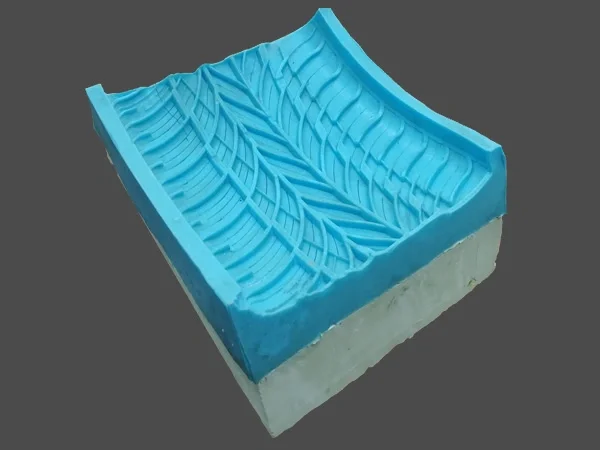
タイヤ用シリコン型
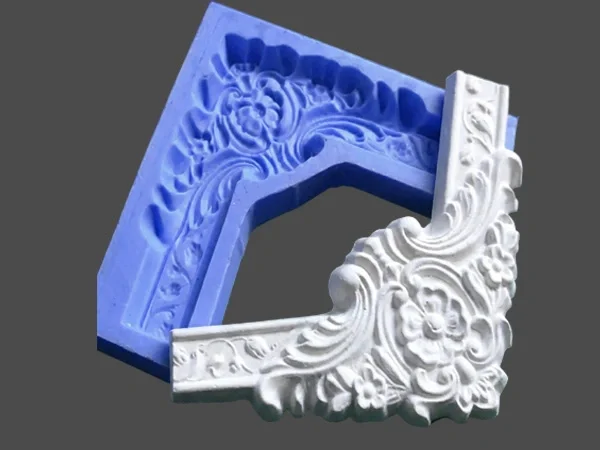
石膏用モールド

クマのレジン型

靴底用モールド
4. 加工上の注意
- バッチの一貫性: 一貫した結果を得るために、常に同じバッチのA剤とB剤を使用してください。異なるバッチの成分を混合する場合は、適合性を確認するためのユーザーテストが必要です。
- 混合比: A剤とB剤を正確に計量してください。推奨比率は重量比で100:2から100:4です。
- 触媒の影響: 硬化を早めるために過剰な触媒(>100:5)を使用すると、型が脆くなり、寿命が短くなる可能性があります。
- 混合プロセス: 容器の側面と底をこすりながら、十分に混ぜ合わせてください。白色シリコーンを使用する場合、充填剤が沈殿している可能性があるため、使用前にA剤を撹拌してください。
- 収縮: 縮合型シリコーン型は、時間の経過とともに徐々に収縮します。収縮率は、注型材料や型の設計によって影響を受ける場合があります。
重要な使用上の警告
産業用限定: 本製品は、溶出物や触媒の副生成物の可能性があるため、食品、歯科、または皮膚に接触する用途には適していません。
5. 安全上の注意
硬化中、縮合型シリコーンは副生成物(アルコールなど)を放出します。換気の良い場所で使用してください。子供の手の届かないところに保管してください。
- 換気: 硬化中に放出される蒸気を分散させるために、十分な換気を確保してください。換気が不十分な場合は、呼吸保護具の着用を推奨します。
- 保護具 (PPE): 皮膚や目への接触を防ぐため、安全メガネと不浸透性の手袋(ニトリル/ブチル)を着用してください。
- 皮膚への接触: 石鹸と水で十分に洗ってください。刺激が続く場合は医師の診察を受けてください。
- 目への接触: 15分間水で洗い流し、医師の診察を受けてください。
- 吸入: 新鮮な空気の場所へ移動してください。めまいや刺激などの症状が現れた場合は、医師の診察を受けてください。
- 誤飲: 無理に吐かせないでください。口をすすぎ、直ちに医師の診察を受けてください。
6. 保管と保存期間
- 保管条件
- 室温(15-25°C / 60-77°F)の涼しく乾燥した、換気の良い場所に保管してください。熱や直射日光を避けてください。
- 保存期間
- 適切に保管された場合、製造日から12ヶ月。高温は保存期間を短縮させる可能性があります。
- 開封後の容器
- 漏れを防ぎ、触媒を湿気(加水分解)から保護するため、使用後は直ちに再密封してください。
保存期間経過後: 指定された期限を超えて保管された場合でも、製品は使用できる可能性がありますが、使用前に性能を確認するためのテストが必要です。







