型に必要なシリコーンゴムとシェル材料(外型用)の量を計算します。
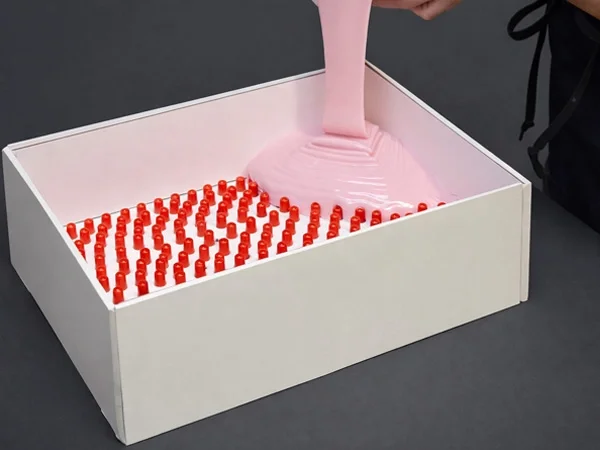
ブロックモールドの流し込みに必要な液状シリコーンの総量を計算します。
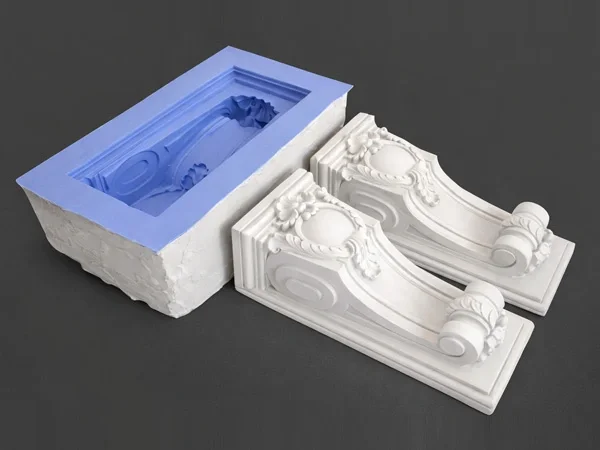
表面積と塗布厚に基づいて、刷毛塗りモールドに必要なシリコーン量を推定します。
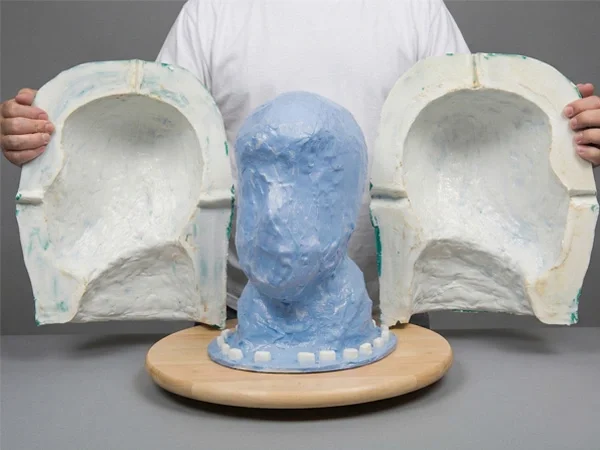
刷毛塗りモールドの外側を支える硬質サポートシェル(ジャケット)に必要な石膏または樹脂の量を計算します。
混合比、体積計算、単位変換のためのヘルパーツール。
目標総重量と混合比に基づいて、A剤とB剤の正確な量を計算します。
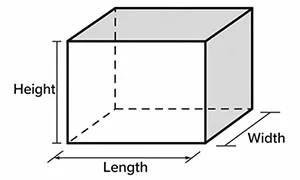
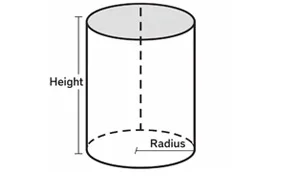
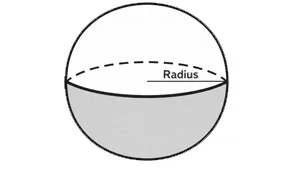
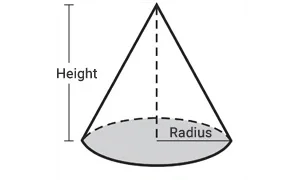
立方体、球、円柱、円錐の体積と表面積を簡単に計算します。
重量、体積、面積、長さのメートル法とヤード・ポンド法(インペリアル単位)を素早く変換します。
MinghuiLinkはこれらの計算機の正確性を確保するよう努めていますが、これらは見積もりの目的でのみ提供されています。これらのツールの使用に起因する材料の無駄、損失、または損害について、当社は一切の責任を負いません。材料の要件は、特定のプロジェクト条件や適用方法によって異なる場合があります。小規模なテストで量を確認することを強くお勧めします。
設計・開発: Aaron Lin
無料のリソースとして開発されたこれらのツールは、Aaronの型取りにおける豊富な実践経験を活用しています。私たちの使命は、世界のコミュニティが材料使用量を正確に見積もり、無駄を最小限に抑えるのを支援することです。