1. 製品概要
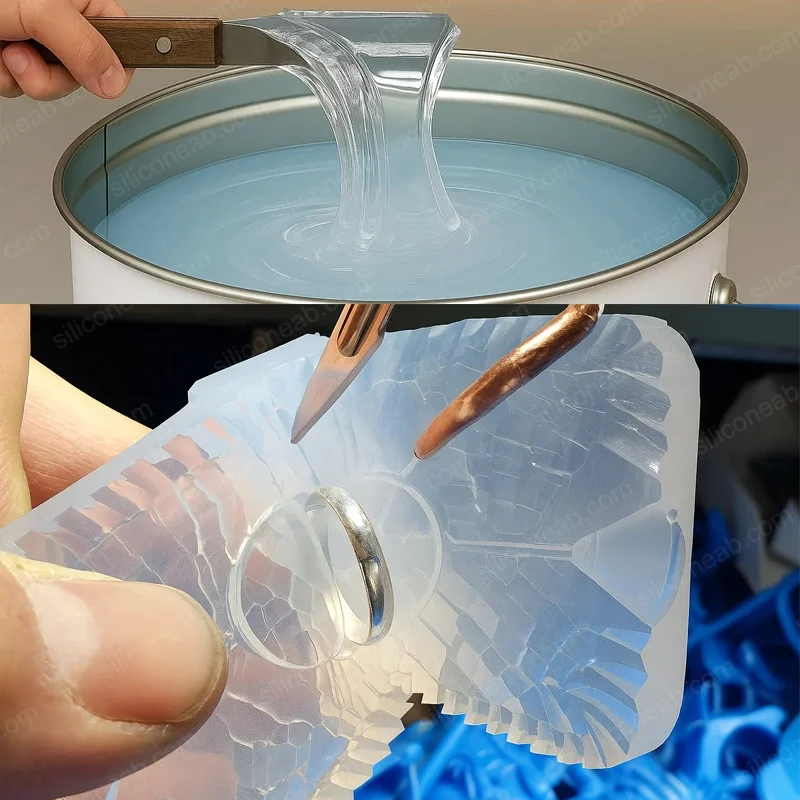
この高硬度型取り透明シリコン(クリアプラチナシリコーンとも呼ばれる)シリーズは、優れた寸法安定性と高強度を特徴とする、高硬度の付加型シリコーン素材です。当社の軟質シリーズと同様にクリスタルのような透明性を提供しますが、より厳しい用途向けに剛性が強化されています。
1:1または10:1の混合比で利用でき、室温で強靭で耐久性のあるゴムに硬化します(加熱により硬化を促進することも可能です)。ラピッドプロトタイピング、ジュエリーのロストワックス鋳造、型の変形を最小限に抑える必要がある高精度のレジン部品など、剛性のある透明な型を必要とする用途向けに特別に設計されています。

2. 特徴
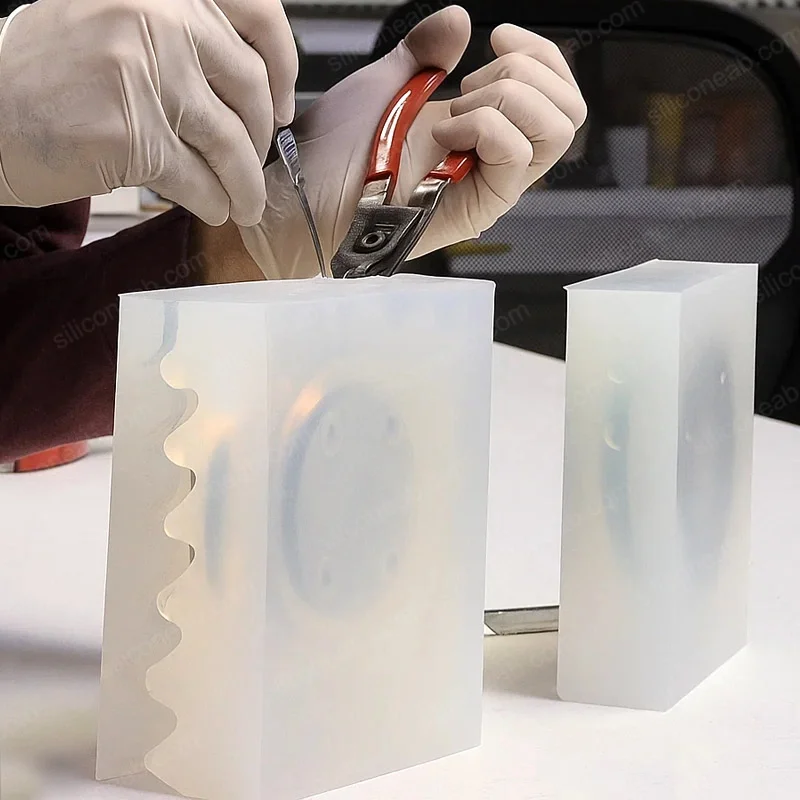
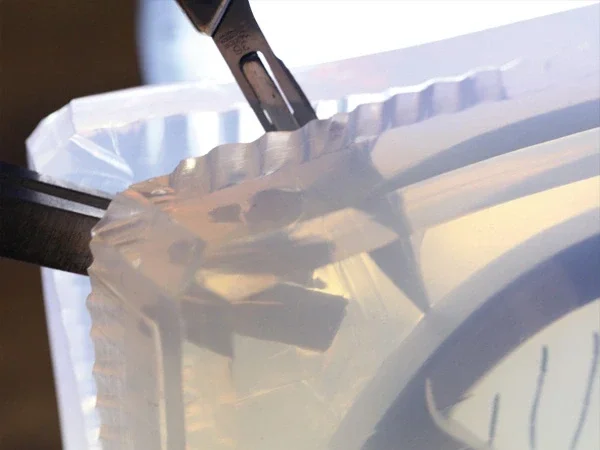
- 高い透明性: クリスタルのような透明な外観により、ブロックモールドの分割ライン(パーティングライン)を正確にカットできます。
- 寸法安定性: 超低収縮率(≤0.1%)により、プロトタイプや機械部品を正確に再現します。
- 高硬度・高強度: 30-40 Shore Aの硬度により、圧力下での優れた剛性と耐変形性を提供します。
- 微細なディテール再現性: マスターモデルの非常に複雑なテクスチャやディテールを高い忠実度で捉えます。
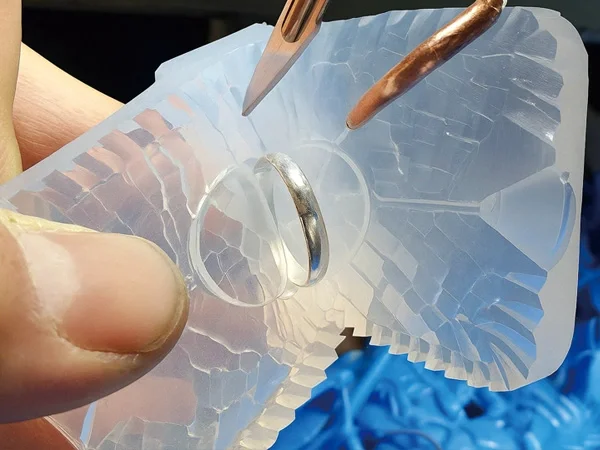
- 優れた離型性: 優れた自己離型性により、離型剤スプレーが不要になり、表面の曇りを防ぎ、完璧な高光沢仕上げ(ハイグロス)を実現します。
- 耐熱性: 最大250°C (482°F) までの耐久性があり、発熱性のある樹脂の注型に適しています。

3. 用途
このシリーズは、透明な型の剛性と精度が最優先される用途向けに設計されています。その高い安定性は、以下の用途に最適です:
- ロストワックス鋳造: 注入時の変形を防ぐ剛性が必要なジュエリー用ワックスモールドの作成に最適です。高い透明性により、内部の欠陥や気泡を容易に目視検査できます。
- レジン&ダイヤモンド注型: 透明なエポキシ樹脂やポリエステル樹脂のファセット(模造ダイヤモンドなど)の注型に最適です。優れた非粘着性の表面により、曇りの原因となる離型剤を使用せずに簡単に脱型でき、クリスタルのように透明で光沢のある仕上がりを保証します。
- ラピッドプロトタイピング: PU樹脂を使用したプロトタイプ部品(家電製品、自動車部品など)を複製するための精密な型を作成します。
- 精密部品: 厳しい公差と内部の目視検査を必要とする工業用部品。
ジュエリー用モールド
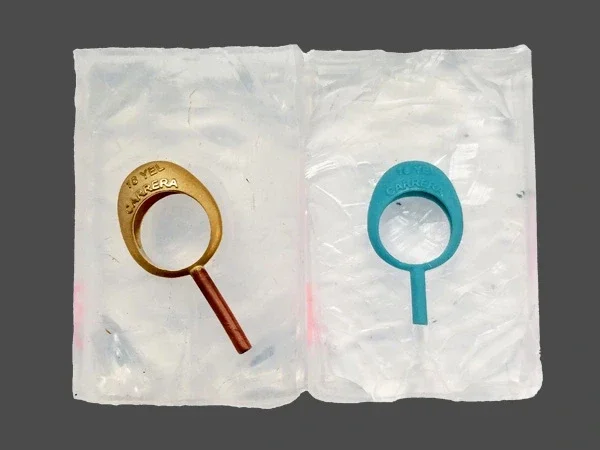
ロストワックス鋳造用モールド
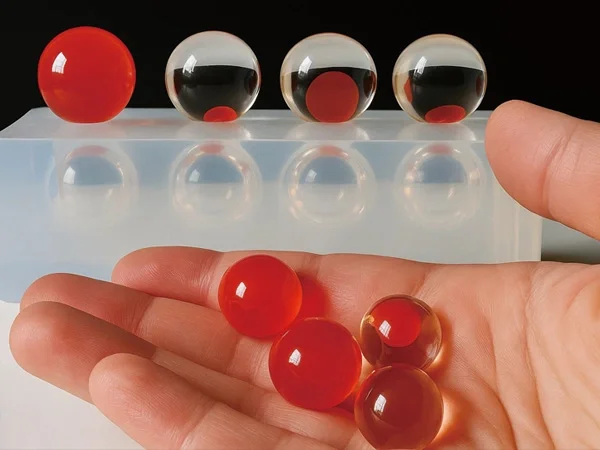
エポキシ樹脂用モールド
ラピッドプロトタイピング用モールド
4. 加工上の注意
- 真空脱泡: 透明液体シリコンは粘度が高いため、気泡のない結果を得て型の透明性を確保するには、真空脱泡が不可欠です。
- バッチの一貫性: 常に同じキットのA剤とB剤を使用してください。異なるバッチを混ぜないでください。
- 混合比: 成分を重量で正確に計量してください。1:1および10:1のいずれの混合比でも、最適な性能を確保するためには精度が重要です。
- 温度と硬化: 20-30°C(68-86°F)で硬化させてください。20°C(68°F)未満の温度では、硬化時間が長くなったり、硬度が柔らかくなったりする可能性があります。60°C(140°F)を超える温度で硬化させると、収縮が増加する可能性があります。
- 触媒の取り扱い(10:1比率): 使用後は直ちにB剤(触媒)の容器をしっかりと密封してください。空気に長時間さらされると加水分解が起こり、硬化不良につながります。
硬化阻害に関する警告
付加型シリコーンの白金触媒は汚染物質に敏感です。すべてのツールとモデルが清潔であることを確認してください。硫黄(粘土、ラテックス手袋)、スズ(縮合型シリコーン)、アミン(エポキシ樹脂)、3DプリントUVレジン(SLA/DLP)との接触を避けてください。これらは硬化を妨げ、表面のベタつきの原因となります。
トラブルシューティングと解決策:
5. 安全上の注意
通常の保管および取り扱い条件下では、本製品は安定しており、危険な反応を起こしません。ただし、標準的な労働衛生慣行に従う必要があります。
- 一般: 子供の手の届かないところに保管してください。
- 皮膚への接触: 石鹸と水で十分に洗ってください。
- 目への接触: 清浄な水で少なくとも15分間十分に洗い流し、医師の診察を受けてください。
- 吸入: 意図された通常の使用条件下では、本材料は吸入による危険性はないと考えられます。
- 誤飲: 無理に吐かせないでください。口をすすぎ、医師の診察を受けてください。
6. 保管と保存期間
- 保管条件
- 直射日光、酸、塩基を避け、室温(15-25°C / 60-77°F)の涼しく乾燥した場所に保管してください。
- 保存期間
- 適切に保管された場合、製造日から12ヶ月。高温は保存期間を短縮させる可能性があります。
- 開封後の容器
- 汚染や湿気の侵入を防ぐため、使用後は直ちに再密封してください。
保存期間経過後: 指定された期限を超えて保管された場合でも、必ずしも使用不可というわけではありません。ただし、使用前に性能を確認するためのテストが必要です。