



1. Описание
Эта серия силикона на основе платины высокой твердости, также известного как аддитивный силикон, представляет собой высококачественный двухкомпонентный силикон (RTV-2), известный своей отличной размерной стабильностью и высокой прочностью. Он состоит из компонентов А и В, поставляемых в виде полупрозрачных вязких жидкостей.
При смешивании в соотношении 1:1 по весу он отверждается в жесткую резину при комнатной температуре или ускоренно при нагревании. Это лучший выбор для создания прочных, не деформирующихся форм, используемых в быстром прототипировании, производстве композитов и высокоточном промышленном литье.

2. Особенности
- Простота использования: Удобное соотношение смешивания 1:1 по весу (рекомендуется) или по объему.
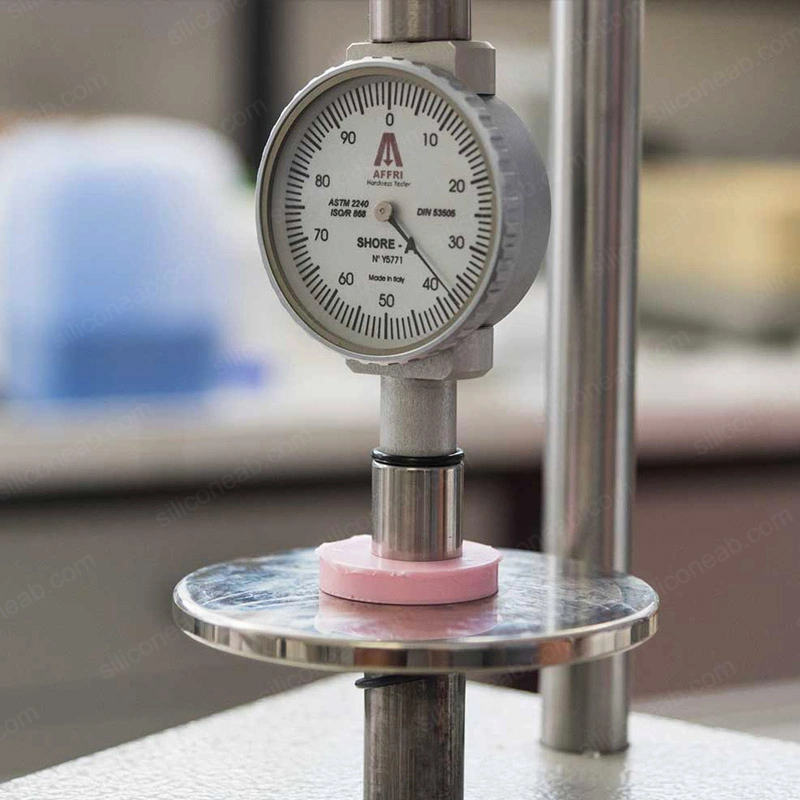
- Высокая жесткость: Высокая твердость (40–50 по Шору А) гарантирует, что форма сохранит свою геометрию под давлением.
- Размерная стабильность: Отличная устойчивость к деформации, что критически важно для точных деталей.
- Сверхнизкая усадка: Минимальная усадка (≤0.1%) обеспечивает точное воспроизведение размеров.
- Чистота и безопасность: Система платинового отверждения не образует побочных продуктов; без запаха и нетоксична.
- Термостойкость: Устойчив к температурам до 250°C (482°F), подходит для смол с высоким экзотермическим эффектом.

3. Применение
Эта серия разработана для промышленных применений, где жесткость формы имеет первостепенное значение. Она сопротивляется деформации в процессе литья, что делает ее идеальной для:
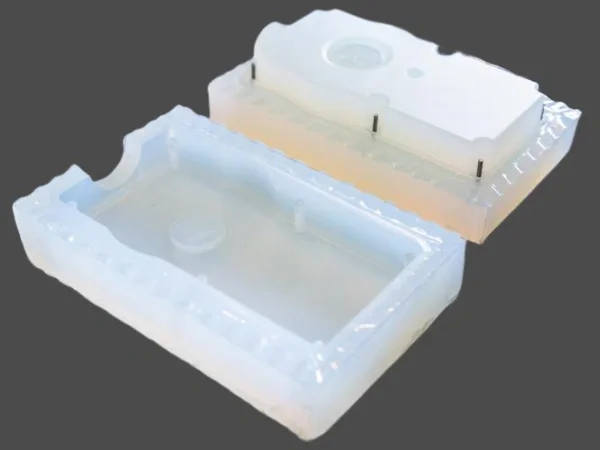
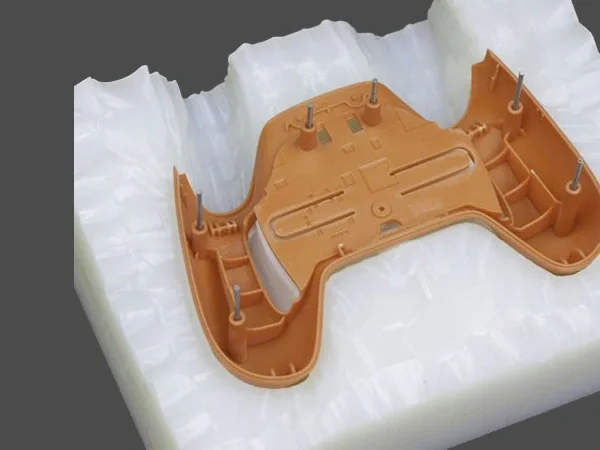
- Вакуумное литье (быстрое прототипирование): Создание точных силиконовых форм для мелкосерийного производства с использованием ПУ-смол (имитация АБС, ПК, нейлона). Его жесткость важна для литья тонкостенных деталей (например, корпусов электроники) без искажений.
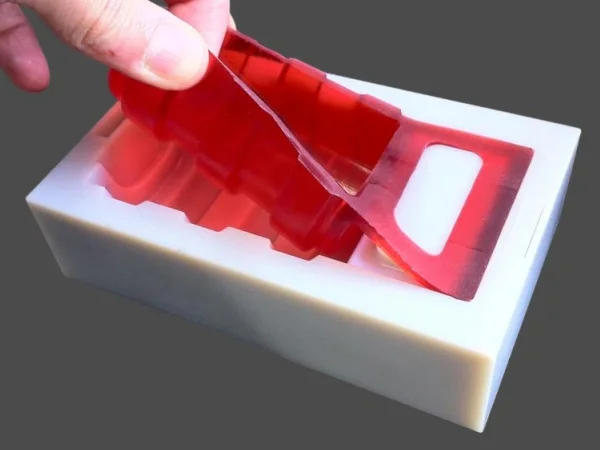
- Литье смол: Идеально подходит для литья деталей из эпоксидной, полиуретановой (ПУ) и полиэфирной смолы, требующих высокой точности размеров.
- Строительство и декор: Создание жестких форм для тяжелых литьевых материалов, таких как бетон, цемент и декоративный камень.
Быстрое прототипирование
Литье из ПУ-резины
Тонкостенное литье

Форма для бетона/камня
4. Примечания по переработке
- Соответствие партии: Всегда используйте компоненты А и В из одного комплекта и партии. При смешивании компонентов из разных партий сначала проведите небольшой тест, чтобы убедиться в совместимости.
- Тест на совместимость: Настоятельно рекомендуется провести небольшой тест для подтверждения совместимости с вашими конкретными материалами перед началом крупного проекта.
- Условия смешивания: Для достижения оптимальных результатов смешивание и отверждение следует проводить при температуре 20–30°C (68–86°F) и относительной влажности ниже 50%.
- Температурные ограничения: Не используйте при температуре ниже 15°C (60°F), так как отверждение может быть неполным или значительно задержаться.
Предупреждение об ингибировании отверждения
Платиновый катализатор чувствителен к загрязнениям. Убедитесь, что все инструменты и модели чистые. Избегайте контакта с серой (глина, латексные перчатки), оловом (конденсационные силиконы), аминами (эпоксидные смолы) и фотополимерными смолами для 3D-печати (SLA/DLP), так как они предотвратят отверждение и оставят липкую поверхность.
Устранение неполадок и решения:
5. Меры предосторожности
При нормальных условиях хранения и обращения этот продукт стабилен и не вступает в опасные реакции. Тем не менее, следует соблюдать стандартные правила промышленной гигиены.
- Общее: Хранить в недоступном для детей месте.
- Контакт с кожей: Тщательно вымойте водой с мылом.
- Контакт с глазами: Тщательно промывайте чистой водой в течение не менее 15 минут и обратитесь к врачу.
- Вдыхание: При нормальных условиях использования этот материал не считается опасным при вдыхании.
- Проглатывание: Не вызывайте рвоту. Прополощите рот и обратитесь к врачу.
6. Хранение и срок годности
- Условия хранения
- Хранить в прохладном, сухом месте при комнатной температуре (15–25°C / 60–77°F). Беречь от прямых солнечных лучей, кислот и оснований.
- Срок годности
- 12 месяца с даты изготовления при правильном хранении. Высокие температуры могут сократить срок годности.
- Открытые контейнеры
- Немедленно закрывайте после использования, чтобы предотвратить загрязнение и проникновение влаги.







