




1. الوصف
هذه السلسلة من مطاط السيليكون القصديري عالي الصلابة، والمعروفة أيضا باسم السيليكون المعالج بالتكثيف، هي مادة سيليكون RTV-2 عالية الأداء، مصممة للتطبيقات التي تتطلب أقصى قدر من الصلابة وثبات الأبعاد. وتتكون من قاعدة بيضاء أو شبه شفافة (Part A) ومحفز قائم على القصدير (Part B)، وتعالج في درجة حرارة الغرفة من خلال التفاعل مع رطوبة الهواء.
عند خلطها بنسبة وزنية من 100:2 إلى 100:4، تعالج لتكوين مطاط صلب ومقاوم للتشوه. وعلى الرغم من أنها توفر ثباتا ممتازا للأجزاء الدقيقة، فإن قوة التمزق لديها أقل مقارنة بسلسلة الصلابة المتوسطة، لذلك فهي أنسب للقوالب الكتلية ذات البروزات الداخلية القليلة.

2. الميزات
- صلابة وجمود عاليان: تعالج لتكوين مطاط صلب (35-40 Shore A) يقاوم التشوه تحت الضغط، مما يساعد الجزء المصبوب على الحفاظ على أبعاده الدقيقة.
- ثبات الأبعاد: تُظهر تشوها محدودا جدا أثناء عملية الصب، مما يجعلها مثالية لاستنساخ الأجزاء الميكانيكية التي تتطلب تفاوتات دقيقة.
- استنساخ التفاصيل: على الرغم من صلابتها، تتميز المادة بقابلية تدفق ممتازة، مما يضمن التقاط التفاصيل الدقيقة والملامس من النموذج الأصلي.
- مقاومة الحرارة: تتحمل درجات حرارة تصل إلى 200°C (392°F)، مما يجعلها مناسبة لصب الراتنجات الطاردة للحرارة والسبائك منخفضة نقطة الانصهار.
- إزالة القالب بسهولة: تقلل خصائصها الطبيعية غير اللاصقة بشكل كبير من الحاجة إلى عوامل فصل القالب، مما يساعد على الحصول على مصبوبات نظيفة.

3. التطبيقات
صُممت هذه السلسلة خصيصا للتطبيقات التي تكون فيها صلابة القالب والدقة عوامل أساسية. وبفضل ثباتها العالي، تُعد خيارا مثاليا لاستنساخ النماذج الأولية والأجزاء الصناعية التي يجب تجنب أي تشوه فيها.
- النمذجة السريعة: خيار مفضل لصناعة قوالب النماذج الأولية في صناعات السيارات والإلكترونيات، مثل أغطية المصابيح، وصناديق الكونسول، وأجزاء الأجهزة.
- الصب الفراغي: تساعد صلابتها على تحمل ضغط التفريغ دون انهيار، مما يضمن استنساخا دقيقا لأجزاء راتنجات PU.
- قولبة الأسمنت والسيراميك: توفر الدعم اللازم لمواد الصب الثقيلة مثل الأسمنت والسيراميك، وتمنع تشوه القالب.
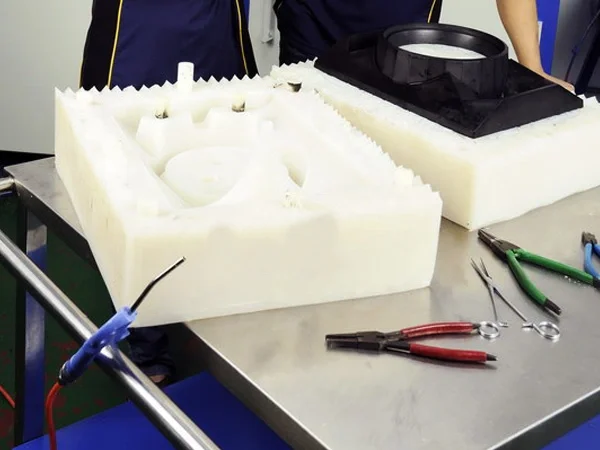
- نمذجة الأجزاء رقيقة الجدار: مثالية لصب الأجزاء رقيقة الجدار، حيث قد يؤدي القالب الأكثر نعومة إلى تشويه هندسة المنتج.

صب فراغي للنماذج الأولية
نمذجة الأجزاء رقيقة الجدار

قالب سيليكون للأسمنت

قالب سيليكون للسيراميك
4. ملاحظات المعالجة
- ثبات الدفعة: للحصول على نتائج مستقرة، استخدم دائما الجزء A والجزء B من نفس الدفعة. وعند خلط مكونات من دفعات مختلفة، يجب على المستخدم إجراء اختبار للتأكد من التوافق.
- نسبة الخلط: قم بوزن الجزء A والجزء B بدقة. النسبة الموصى بها هي من 100:2 إلى 100:4 بالوزن.
- تأثير المحفز: قد يؤدي استخدام كمية زائدة من المحفز (>100:5) لتسريع المعالجة إلى جعل القالب هشا وتقليل عمره التشغيلي.
- عملية الخلط: اخلط جيدا مع كشط جوانب وقاع الوعاء. وإذا كنت تستخدم سيليكونا أبيض، فحرّك الجزء A قبل الاستخدام، لأن الحشوات قد تترسب.
- الانكماش: تتعرض قوالب السيليكون القصديري لانكماش تدريجي مع مرور الوقت. وقد يتأثر معدل الانكماش بنوع مادة الصب وتصميم القالب.
تحذيرات استخدام مهمة
للاستخدام الصناعي فقط: هذا المنتج غير مناسب لتطبيقات الطعام أو الأسنان أو ملامسة الجلد، بسبب احتمال انتقال بعض المواد ونواتج المحفز الثانوية.
استكشاف المشكلات والحلول
هل تواجه مشكلات في الفقاعات أو الانكماش؟ راجع أدلتنا الفنية:
5. احتياطات السلامة
أثناء المعالجة، تطلق أنواع السيليكون المعالجة بالتكثيف نواتج ثانوية مثل الكحول. استخدم المنتج في مكان جيد التهوية. واحفظه بعيدا عن متناول الأطفال.
- التهوية: تأكد من وجود تهوية كافية لتشتيت الأبخرة المنبعثة أثناء المعالجة. وإذا كانت التهوية غير كافية، فيوصى باستخدام حماية تنفسية.
- معدات الوقاية الشخصية: ارتدِ نظارات واقية وقفازات مانعة لتسرب السوائل مثل قفازات النتريل أو البوتيل لمنع ملامسة الجلد والعينين.
- ملامسة الجلد: اغسل الجلد جيدا بالماء والصابون. اطلب العناية الطبية إذا استمر التهيج.
- ملامسة العين: اشطف العينين بالماء لمدة 15 دقيقة واطلب العناية الطبية.
- الاستنشاق: انتقل إلى مكان به هواء نقي. اطلب العناية الطبية إذا ظهرت أعراض مثل الدوخة أو التهيج.
- الابتلاع: لا تحاول التقيؤ. اشطف الفم واطلب العناية الطبية فورا.
6. التخزين ومدة الصلاحية
- ظروف التخزين
- يُحفظ في مكان بارد وجاف وجيد التهوية بدرجة حرارة الغرفة (15–25°C / 60–77°F). يُحفظ بعيدا عن الحرارة وأشعة الشمس المباشرة.
- مدة الصلاحية
- 12 شهرا من تاريخ التصنيع عند التخزين بشكل صحيح. وقد تؤدي درجات الحرارة العالية إلى تقليل مدة الصلاحية.
- العبوات المفتوحة
- أعد إغلاق العبوة فورا بعد الاستخدام لمنع التسرب وحماية المحفز من الرطوبة والتحلل المائي.








نحن نقدر تعليقاتك، ولكن يرجى عدم نشر محتوى غير ذي معنى أو غير ذي صلة. يرجى مراجعة سياسة التعليقات قبل التعليق.