1. Descripción
Esta serie de Silicona Líquida Transparente Suave, también conocida como Silicona de Platino Transparente, es un material de silicona de curado por adición de baja dureza caracterizado por su apariencia cristalina y flexibilidad excepcional. A diferencia de las siliconas translúcidas estándar, esta serie ofrece una claridad superior para la inspección visual durante la fundición.
Disponible en convenientes proporciones de mezcla de 1:1 o 10:1, cura en un caucho suave y elástico a temperatura ambiente o puede acelerarse con calor. Está diseñada específicamente para aplicaciones que requieren moldes transparentes, como artesanías de resina complejas, prototipos intrincados y piezas con cortes sesgados profundos donde la visibilidad interna es crítica.

2. Características
- Alta Transparencia: La apariencia cristalina permite el corte preciso de líneas de partición y el monitoreo visual de burbujas de aire.
- Suave y Elástica: La baja dureza (10-20 Shore A) asegura un desmoldeo fácil de formas complejas y con cortes sesgados sin daños.
- Alta Fidelidad: La excelente fluidez le permite capturar las microtexturas más finas y geometrías intrincadas del modelo original.
- Excelente Desmoldeo: La superficie antiadherente reduce la necesidad de agentes desmoldantes.
- Estabilidad Dimensional: Baja contracción (≤0.1%) para una reproducción precisa de detalles finos.
- Limpio y Seguro: Sistema de curado por platino; inodoro, insípido y no tóxico.

3. Aplicaciones
Esta serie es la opción preferida para artistas y fabricantes de moldes suaves que necesitan ver el objeto dentro del molde. Su claridad excepcional, combinada con su alta flexibilidad, la hace perfecta para:
- Artesanías de Resina Complejas e Intrincadas: Fundición de piezas de resina con cortes sesgados profundos o características muy delicadas, donde la suavidad del molde asegura un desmoldeo sin daños.
- Arte de Uñas 3D y Moldes en Miniatura: Diseñada específicamente para crear moldes en miniatura para decoraciones de arte de uñas 3D y pequeñas joyas de resina. Su baja dureza preserva los detalles intrincados y previene daños durante el desmoldeo.

Molde Transparente para Resina
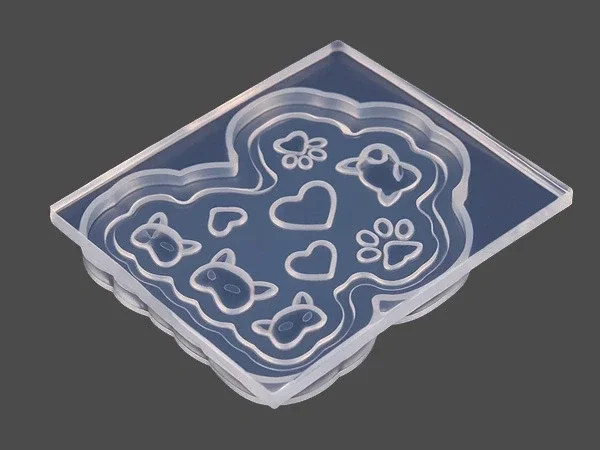
Molde de Arte de Uñas

Molde Transparente Suave

Artesanías de Resina Simulada
4. Notas de Procesamiento
- Desgasificación al Vacío: Debido a la mayor viscosidad de la silicona líquida transparente, la desgasificación al vacío es esencial para lograr resultados libres de burbujas y asegurar la transparencia del molde.
- Consistencia del Lote: Utilice siempre la Parte A y la Parte B del mismo kit. No mezcle lotes diferentes.
- Proporción de Mezcla: Pese los componentes con precisión por peso. La precisión es crítica tanto para las proporciones de mezcla 1:1 como 10:1 para asegurar un rendimiento óptimo.
- Temperatura y Curado: Cure entre 20-30°C (68-86°F). Las temperaturas por debajo de 20°C (68°F) pueden extender el tiempo de curado o resultar en una dureza más suave. Curar a temperaturas superiores a 60°C (140°F) puede aumentar la contracción.
- Manejo del Catalizador (Proporción 10:1): Cierre herméticamente el recipiente del catalizador Parte B inmediatamente después de su uso. La exposición prolongada al aire puede causar hidrólisis, lo que lleva a un curado incompleto.
Advertencia de Inhibición de Curado
El catalizador de platino es sensible a los contaminantes. Asegúrese de que todas las herramientas y modelos estén limpios. Evite el contacto con Azufre (arcillas, guantes de látex), Estaño (siliconas de condensación), Aminas (resinas epoxi) y Resina UV Impresa en 3D (SLA/DLP), ya que estos impedirán el curado y dejarán una superficie pegajosa.
Solución de Problemas y Soluciones:
5. Precauciones de Seguridad
Bajo condiciones normales de almacenamiento y manipulación, este producto es estable y no peligroso. Sin embargo, deben seguirse las prácticas estándar de higiene industrial.
- General: Mantener fuera del alcance de los niños.
- Contacto con la Piel: Lave bien con agua y jabón.
- Contacto con los Ojos: Enjuague bien con agua limpia durante al menos 15 minutos y busque atención médica.
- Inhalación: Bajo condiciones normales de uso previsto, este material no se considera un peligro por inhalación.
- Ingestión: No induzca el vómito. Enjuague la boca y busque atención médica.
6. Almacenamiento y Vida Útil
- Condiciones de Almacenamiento
- Almacenar en un lugar fresco y seco a temperatura ambiente (15-25°C / 60-77°F). Mantener alejado de la luz solar directa, ácidos y bases.
- Vida Útil
- 12 meses a partir de la fecha de fabricación si se almacena correctamente. Las altas temperaturas pueden reducir la vida útil.
- Envases Abiertos
- Vuelva a sellar inmediatamente después de su uso para evitar la contaminación y la entrada de humedad.