





1. Beschreibung
Diese Serie von additionsvernetzenden Silikonen ist ein flexibles Material mit höherer Härte. Sowohl Teil A als auch Teil B sind halbtransparente, viskose Flüssigkeiten, die mit organischen Silikonpigmenten eingefärbt werden können, um eine breite Palette von Farben zu erzielen. Wenn die beiden Teile in einem 1A:1B Verhältnis nach Gewicht oder Volumen gemischt werden, können sie bei Raumtemperatur innerhalb weniger Stunden aushärten oder durch Erhitzen beschleunigt werden.

2. Eigenschaften
- 1A:1B Verhältnis, einfach zu verwenden.
- Höhere Härte für größere Formstabilität.
- Sehr geringe Schrumpfung (unter 0.1%) und gute Dimensionsstabilität.
- Hitzebeständig bis 250°C (482°F).
- Es reproduziert feine Details präzise.
- Raumtemperaturhärtung oder wärmebeschleunigte Aushärtung.

3. Anwendung
Additionsvernetzende Silikone mit hoher Härte werden häufig in Anwendungen eingesetzt, die eine extrem präzise Dimensionsreproduktion des Originalteils erfordern, wie z.B. Rapid Prototyping. Diese Silikone weisen eine minimale bis keine Schrumpfung auf, was sie zu einer idealen Wahl macht, wenn Gussgenauigkeit auch nach Wochen oder Monaten erforderlich ist.
RTV-4140 eignet sich für Harze (Polyurethan, Polyester, Epoxid), Polyurethankautschuk und Schaumstoffe, Zement, Beton usw. RTV-4145 und RTV-4150 sind steifer, aber weniger reißfest, eignen sich für Anwendungen, die Dimensionsstabilität und Verformungsfreiheit erfordern, und werden für Prototypenformen in der Verbundwerkstoff-/Fiberglas-Teilefertigung, Elektronik- und Automobilindustrie empfohlen.
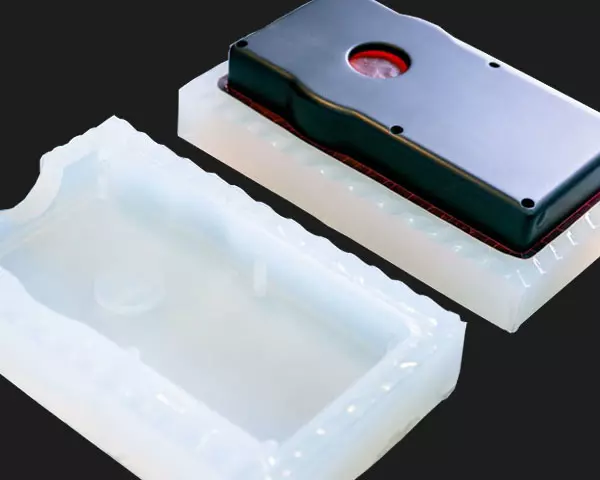
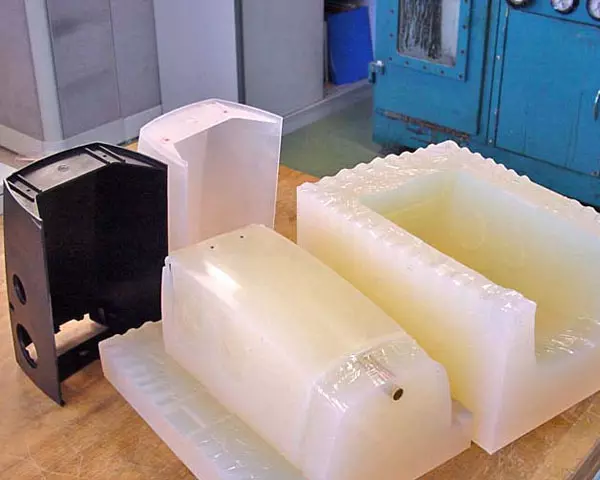
Rapid Prototyping
Polyurethan-Gussform
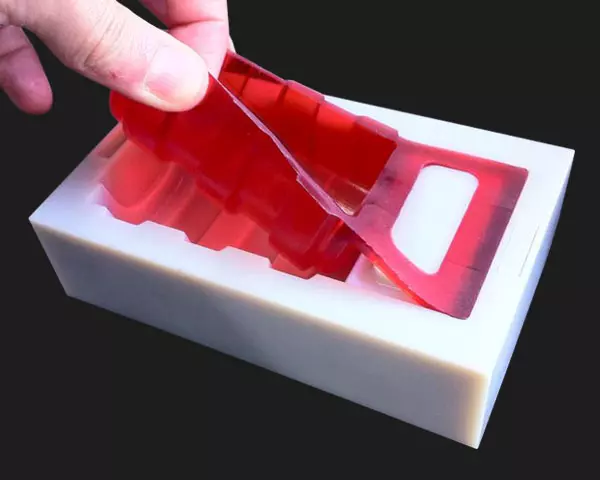
Dünnwandiges Modellgießen
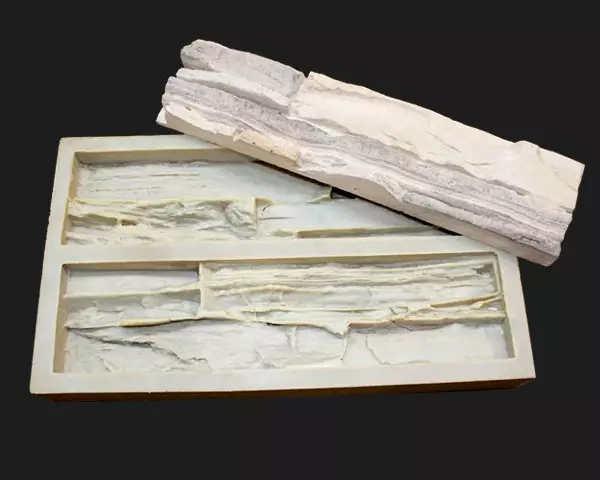
Kulturziegel-Form
4. Achtung
- Bitte verwenden Sie die Teile A und B desselben Modells und derselben Chargennummer. Wenn verschiedene Chargen verwendet werden, sollte die Eignung durch Tests bestimmt werden.
- Für optimale Ergebnisse mischen und härten Sie das Material bei 20-30°C (68-86°F) und 50% relativer Luftfeuchtigkeit. Additionsvernetzende Silikone sollten nicht unter feuchten Bedingungen verwendet werden, da dies zu einer fehlerhaften Aushärtung führen kann.
- Niedrigere Temperaturen und Luftfeuchtigkeit verlängern die Verarbeitungszeit des Materials. Additionsvernetzende Silikone nicht bei Temperaturen unter 15°C (60℉) verwenden, da es möglicherweise nicht oder nur schwer richtig aushärtet.
- Additionsvernetzende Silikone müssen vorsichtig verwendet werden, um eine Hemmung zu vermeiden. Eine Hemmung tritt auf, wenn das additionsvernetzende Silikon aufgrund von Verunreinigungen auf der Oberfläche des zu formenden Objekts nicht vollständig aushärtet. Obwohl es an der Oberfläche vollständig ausgehärtet erscheinen mag, ist nach der Trennung eine klebrige Oberfläche vorhanden – dies wird als Hemmung bezeichnet. Amine, Zinnverbindungen, schwefelhaltiger Ton, neu gegossenes Polyester, Naturkautschuk wie Latex und Gummihandschuhe, PVC-Stabilisatoren, Epoxidharz-Katalysatoren, UV-härtbares Harz oder Urethankautschuk können eine Hemmung verursachen. Wenn Bedenken hinsichtlich der Kompatibilität zwischen dem additionsvernetzenden Silikon und der Oberfläche bestehen, wird empfohlen, einen kleinen Test durchzuführen. Während des Betriebs nicht rauchen.
5. Sicherheit
- Unter normalen Lager- und Handhabungsbedingungen sind diese Produkte in luftdichten Behältern bei Raumtemperatur stabil und gehen keine gefährlichen Reaktionen ein.
- Bitte außerhalb der Reichweite von Kindern aufbewahren.
- Erste-Hilfe-Maßnahmen:
- Hautkontakt: Waschen Sie die betroffene Haut gründlich mit Wasser und Seife. Suchen Sie einen Arzt auf, wenn Symptome nach dem Waschen anhalten.
- Augenkontakt: Bei Kontakt mit den Augen, spülen Sie diese mindestens 15 Minuten lang gründlich mit klarem Wasser. Suchen Sie einen Arzt auf, wenn die Reizung nach dem Spülen anhält.
- Einatmen: Unter normalen Bedingungen der beabsichtigten Verwendung wird dieses Material voraussichtlich keine Inhalationsgefahr darstellen.
- Verschlucken: Erbrechen Sie nicht, es sei denn, Sie werden von einem Arzt dazu angewiesen. Spülen Sie den Mund gründlich aus. Suchen Sie einen Arzt auf, wenn Symptome auftreten.
Bitte beachten Sie, dass diese Maßnahmen allgemeine Richtlinien sind. Im Notfall immer einen Arzt konsultieren oder sofortige medizinische Hilfe suchen.
6. Lagerung
Bei Lagerung bei Raumtemperatur (15 bis 25°C / 60 bis 77°F) hat das Material eine Haltbarkeit von 12 Monaten ab Herstellungsdatum. Die Lagerung des Materials bei höheren Temperaturen kann die nutzbare Haltbarkeit ungenutzter Materialien verkürzen. Die Lagerung des Produkts über das auf dem Analysenzertifikat angegebene Datum hinaus bedeutet jedoch nicht unbedingt, dass das Produkt nicht mehr verwendbar ist.
Geöffnete Behälter müssen sorgfältig verschlossen werden, um ein Auslaufen zu verhindern. Lagern Sie sie an einem kühlen, trockenen Ort mit ausreichender Belüftung und halten Sie sie von unverträglichen Materialien (wie Basen und Säuren), offenen Flammen und hohen Temperaturen fern.







