A szilikongyártás világában a DIY kézi öntés és a gépi présformázás mindegyike egyedi előnyöket kínál a specifikus alkalmazásokhoz. A megfelelő gyártási módszer kiválasztása nemcsak a hatékonyság növelése, hanem a költségek optimalizálása és a termékminőség biztosítása szempontjából is kulcsfontosságú.
Ez a cikk részletes összehasonlítást nyújt erről a két szilikon forma készítés folyamatról, hogy segítsen Önnek a legmegfelelőbb döntést hozni az egyedi igényei alapján.
1. Process Principles
1. DIY Hand-Casted Molds
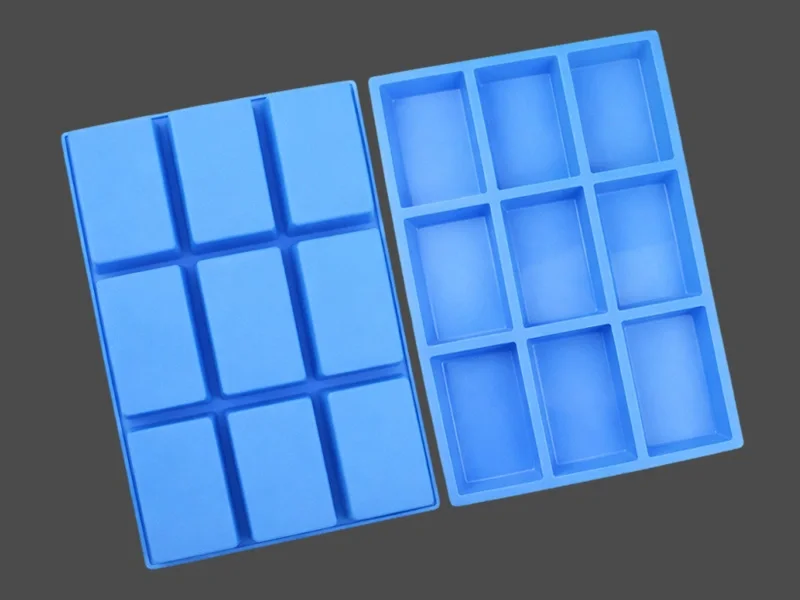
A DIY szilikon forma termékek kézi műveletekkel készülnek, így ideálisak a kis szériás testreszabáshoz és a komplex tervezésekhez. A gyakori módszerek közé tartozik a mestermodell elkészítése 3D nyomtatással vagy szobrászattal, amelyet a Kétkomponensű Önthető Szilikonok kézi beöntése követ a forma kialakításához.
 Kézzel készített DIY szilikon forma készítés
Kézzel készített DIY szilikon forma készítés
Key Features:
- Alacsony költség: Minimális szerszámozást és felszerelést igényel, tökéletes a korlátozott költségvetésű, kis léptékű projektekhez.
- Magas szintű testreszabhatóság: Képes a bonyolult minták és a személyre szabott részletek reprodukálására, különösen alkalmas művészeti alkotásokhoz.
- Rövid átfutási idő: Nincs szükség nehézgépekre vagy hosszú szerszámkészítési időre; lehetővé teszi a gyors tervezési iterációkat és a kis tételek gyors szállítását.
 RTV-2 folyékony szilikon gumi
RTV-2 folyékony szilikon gumi
Applicable Scenarios:
- DIY és kézművesség: Gyertyák, szappanok, gyanta ékszerek és egyéb művészeti kézműves termékek.
- Kis szériás testreszabás: Limitált szériás termékek művészek és kis márkák számára.
- Prototípus készítés: Termékellenőrzés és tervezési megvalósíthatósági tesztelés a tömeggyártás előtt.
Pros: Alacsony kezdeti beruházás; rendkívül alkalmazkodóképes a komplex formákhoz (alámenetekhez); gyors átfutási idő.
Cons: Alacsony gyártási hatékonyság (nem alkalmas tömeggyártásra); alacsonyabb konzisztencia (a kézi folyamatok enyhe eltéréseket eredményezhetnek).
2. Machine Compression Molding
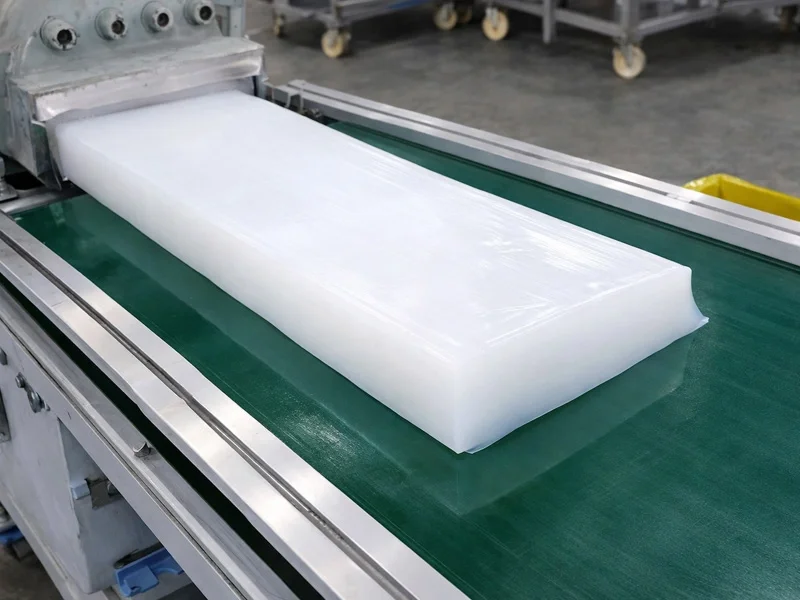
A szilikon présformázás magas hőmérsékletű és nyomású ipari hidraulikus préseket használ, így ez a tömeggyártás standardja. A folyamat jellemzően CNC-vel megmunkált precíziós acélformákat foglal magában, és HTV (magas hőmérsékleten vulkanizálódó) szilárd szilikon gumit használ.
 Szilikon présformázás gyártási folyamata
Szilikon présformázás gyártási folyamata
Key Features:
- Alacsony egységár: A méretgazdaságosság jelentősen csökkenti az egységenkénti költséget a gyártási volumen növekedésével.
- Magas hatékonyság: Az automatizált gyártósorok felgyorsítják a folyamatot és minimalizálják a kézi beavatkozást.
- Nagy precizitás és konzisztencia: A mechanikus vezérlés szigorú mérettűrést és egyenletességet biztosít több ezer alkatrésznél, ami ideális a nagy pontosságú komponensekhez.
 HTV szilárd szilikon gumi
HTV szilárd szilikon gumi
Applicable Scenarios:
- Tömeggyártás: Nagy volumenű fogyasztási cikkek.
- Precíziós alkatrészek: Elektronikai burkolatok, autóipari tömítések és szigorú tűréshatárt igénylő alkatrészek.
- Kereskedelmi gyártás: Hosszú távú, nagy léptékű gyártási folyamatok.
Pros: Nagy áteresztőképesség (gyors ciklusidők); kiváló konzisztencia; hosszú szerszámélettartam (támogatja a nagy intenzitású gyártást).
Cons: Magas kezdeti költség (drága gépek és acélszerszámok); alacsony rugalmasság (a formák elkészítése után nehéz módosítani azokat).
2. Key Comparison Table
| Comparison Item | DIY Hand-Casted Mold | Machine Compression Mold |
|---|---|---|
| Best For | 1-500 pcs (Small batch, Art, Prototyping) | 1,000+ pcs (Mass production, Precision parts) |
| Production Method | Manual pouring / Vacuum casting | Mechanical Compression Molding |
| Unit Price | Higher ($1 - $10) | Lower ($0.5 - $3) |
| Tooling Cost | Low ($50 - $300) | High ($1,500 - $10,000+) |
| Lead Time | Short (3-10 days) | Long (1-4 weeks) |
| Cycle Time | Slow (4 - 12 hours) | Fast (30 - 180 seconds) |
| Dimensional Precision | Standard (±0.1-0.5mm) | High Precision (±0.01-0.1mm) |
| Wall Thickness | Thicker & Uneven (5-20mm) | Thin & Uniform (0.5-3mm) |
| Mold Life | 20-200 cycles | 100,000 - 300,000+ cycles |
| Complexity Handling | Excellent (Handles deep undercuts easily) | Limited (Requires draft angles) |
| Master Pattern | 3D Print or Clay Sculpture | Precision Steel Mold (CNC) |
| Material | RTV-2 Liquid Silicone | HTV Solid Silicone |
| ROI | Low CapEx, High OpEx | High CapEx, Low OpEx |
| Equipment | Low Barrier (Vacuum chamber, Scale) | Heavy Asset (Hydraulic Press, Mixing Mill) |
3. How to Choose
A gyártási volumentől, a költségvetéstől és az ütemtervtől függően a következőképpen kell döntenie:
Scenario A: Choose DIY Hand-Casted Molds
 Kézzel készített DIY szilikon forma
Kézzel készített DIY szilikon forma
If:
- Validálási fázis: Néhány tucat mintára van szüksége a piaci teszteléshez vagy a tervezés ellenőrzéséhez.
- Művészeti termékek: Olyan tárgyak, mint a bonyolult gyertyák, szappanok vagy figurák. Ezek gyakran összetett alámenetekkel rendelkeznek, amelyeket nehéz kilökni a merev acélformákból, és a szigorú mérettűrések kevésbé kritikusak.
- Korlátozott költségvetés: Ön egy induló vállalkozás, és nem tud több ezer dolláros szerszámköltséget indokolni az eladások igazolása előtt.
- Sürgős határidő: 10 napon belül késztermékekre van szüksége (pl. egy kiállításra).
Scenario B: Choose Machine Compression Molding
 Présformázott szilikon forma
Présformázott szilikon forma
If:
- Stabil volumen: A kezdeti megrendelése meghaladja az 1000 darabot, és ismétlődő megrendelések várhatók. A magas szerszámköltséget gyorsan amortizálja az alacsony egységár.
- Ipari/elektronikai alkatrészek: Olyan tárgyak, mint a vízálló tömítések vagy védőtokok, amelyek összeszerelést igényelnek. A kézi öntés tűrései általában nem elegendőek ezekhez az alkalmazásokhoz.
- Élelmiszeripari/orvosi minőségű követelmények: Bár az RTV-2 lehet élelmiszer-biztonságos, a géppel formázott HTV szilikon (különösen a platina katalizátoros) könnyebben tanúsítható az FDA/LFGB szabványok szerint, és sűrűbb felületet biztosít, amely ellenáll a baktériumok szaporodásának.
- Esztétikai tökéletesség: Hibátlan felületre van szüksége, látható osztóvonalak vagy légbuborékok nélkül.
4. FAQs
- Q1: At what volume is it cost-effective to switch from hand casting to machine molding?
- A1: Jellemzően 1000 darab a megtérülési pont. Bár a gépek szerszámozási költsége magas, az egységár drasztikusan csökken. 1000 darab felett az egységenkénti gyártási megtakarítás általában ellensúlyozza a kezdeti szerszám-beruházást.
- Q2: Why are machine molds so much more expensive than handmade molds?
- A2: A gépformák „szerszámeszközök”. Kiváló minőségű acélból (például S136) készülnek, és összetett CNC megmunkáláson, EDM (szikraforgácsolás) eljáráson és polírozáson mennek keresztül. A kézzel készített formák egyszerűen egy prototípusra öntött folyékony szilikonból állnak, amelynek előállítása sokkal olcsóbb.
- Q3: Is there a difference in appearance between handmade and machine-made molds?
- A3: Igen. A kézzel készített formák jellemzően vastagabb, egyenetlen falakkal rendelkeznek, és megőrizhetik a mestermodell mikroszkopikus textúráit. A precíziós berendezésekkel gyártott gépformák egyenletes falvastagsággal, simább felülettel rendelkeznek, és teljesen légbuborék-mentesek, így alkalmasak a prémium minőségű felületet igénylő termékekhez.
- Q4: Is there a performance difference in the final silicone products?
- A4: Igen. A kézzel készített formák RTV-2 folyékony szilikont (szobahőmérsékleten vulkanizálódó) használnak, amely általában alacsonyabb szakítószilárdsággal és hőállósággal rendelkezik. A gépi formázás HTV szilárd szilikont (magas hőmérsékleten vulkanizálódó) használ, amely kiváló fizikai tulajdonságokat és tartósságot biztosít, így alkalmas a nagy frekvenciájú ipari használatra.
5. Conclusion
A megfelelő szilikon forma gyártási módszer kiválasztása a volumen, a költségvetés, a tervezési követelmények és az átfutási idő közötti egyensúlyozás. A DIY kézi öntés a testreszabás és a kis tételek bajnoka, míg a gépi présformázás a tömeggyártás és a precizitás ereje.
Reméljük, hogy ez az elemzés tisztázza az egyes módszerek előnyeit és hátrányait, segítve Önt a legmegfelelőbb döntés meghozatalában a gyártási igényeihez.




Értékeljük hozzászólásait, de kérjük, tartózkodjon értelmetlen vagy témába nem illő tartalom közzétételétől. Kérjük, tekintse át a Hozzászólási Szabályzatot a kommentelés előtt.